本页导航
广告链接
导轨间隙调整装置
概述
(1)导轨间隙调整装置设计要求
导轨间隙调整装置广泛采用镶条和压板,结构形式很多,设计时一般要求如下。1) 调整方便,保证刚性,接触良好。
2) 镶条一般应放在受力较小一侧,如要求调整后中心位置不变,可在导轨两侧各放一根镶条。
3) 导轨长度较长(>1200mm)时,可采用两根镶条在两端调节,使结合面加工方便,接触良好。
4)选择燕尾导轨的镶条时,应考虑部件装配的方式,要便于装配。
(2)镶条、压板尺寸系列
1)矩形导轨压板 矩形导轨压板尺寸参照表矩形导轨尺寸中的参数设计。当压板厚度 h>16mm时,压板螺钉直径d=(0.7~0.8)h, h<=16mm 时,d=h。压板长度,当压板受力较大,或导轨工作长度较短时,压板长度等于导轨长度,当压板受力不大或导 轨工作长度较长时,只需在运动部件的两端或中间(受力区)装短压板,其长度可取为导轨工作长度的 1/3 或 1/4。
2)燕尾导轨的梯形镶条见表。
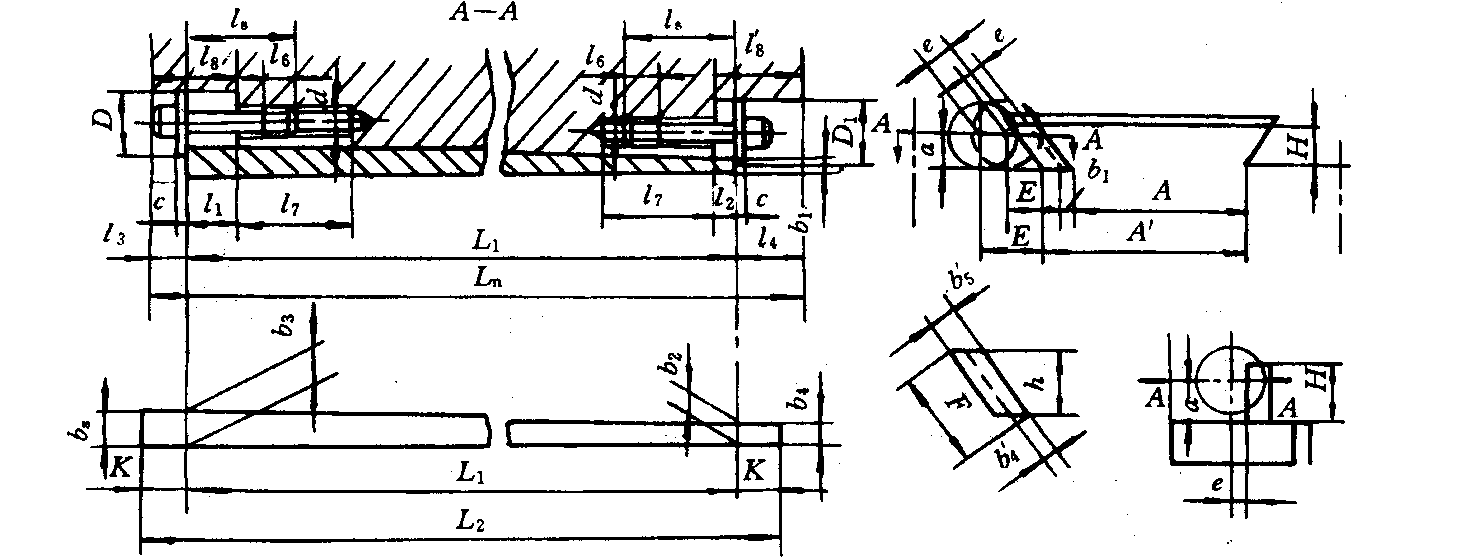
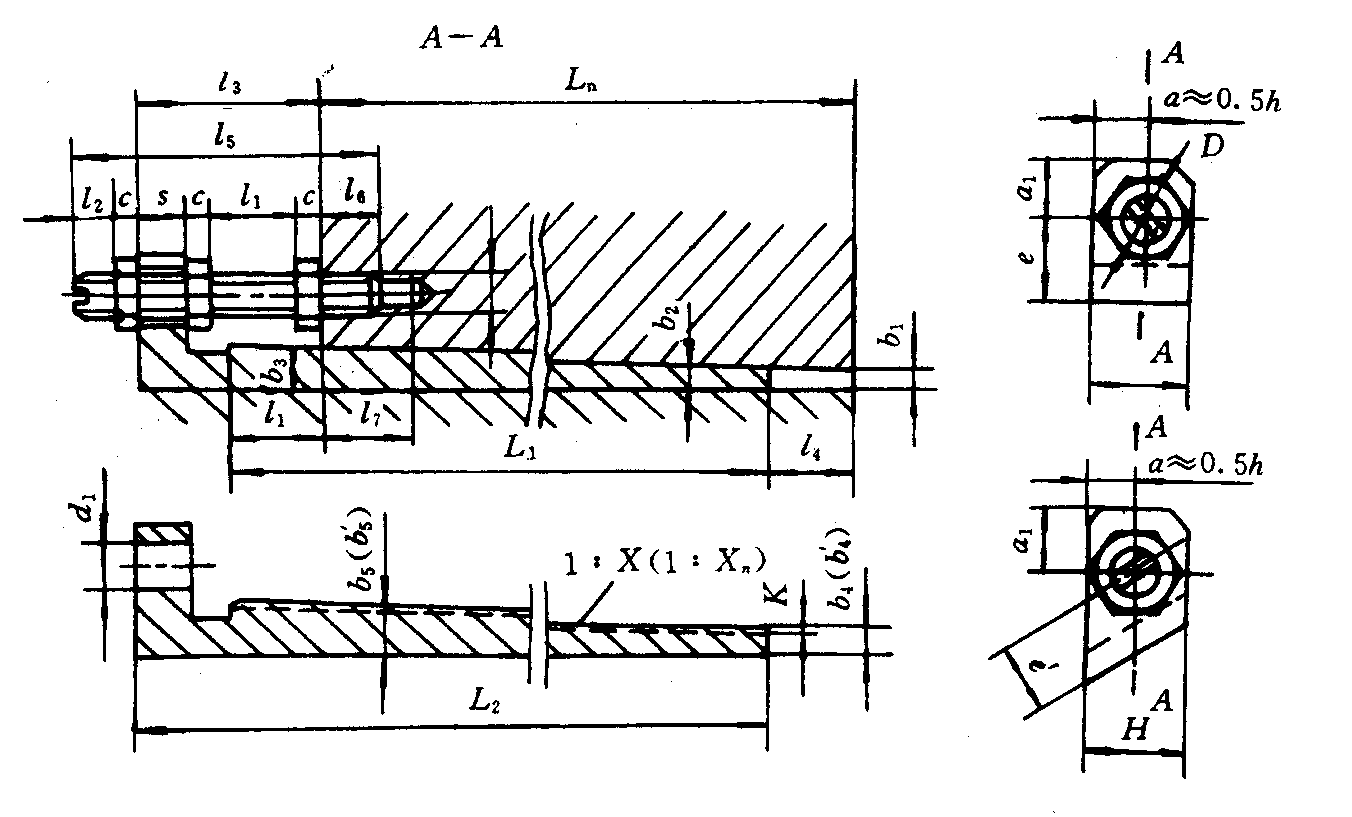
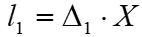
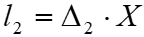
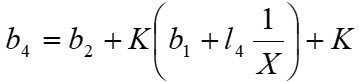
3)平头斜镶条尺寸 平头斜镶条尺寸计算见表,镶条斜度1:X是指A—A截面内的斜度。但对于燕尾形导轨用的斜镶条的斜度用法向截面内的斜 度1:Xn来标注。
4) 弯头斜镶条(见表)。
5) 镶条、压板材料(见表)。
6) 镶条、压板的技术要求(见表)。
燕尾导轨梯形镶条
注:1.b1<b+0.7H。
2.本表的单位是mm。
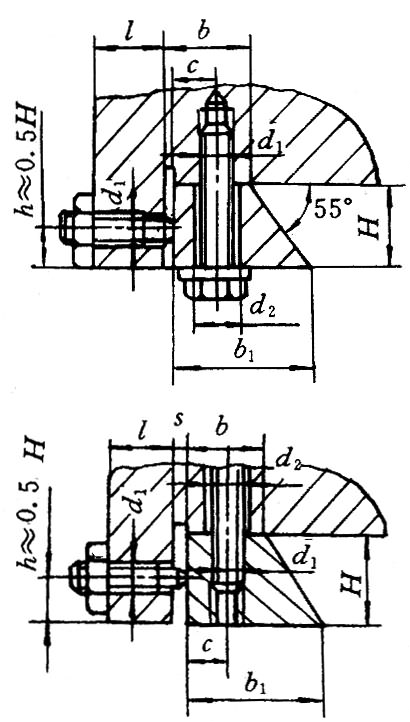
| H | b | b1 | c | d1 | d2 | l | l | l | l | s |
|---|---|---|---|---|---|---|---|---|---|---|
| 20 | 20 | 33 | 12 | M10 | 12 | 14 | 16 | 18 | 20 | 1 |
| 25 | 20 | 36 | 12 | M10 | 12 | 18 | 20 | 22 | 25 | 1 |
| 32 | 25 | 46 | 15 | M12 | 14 | 22 | 25 | 28 | 32 | 1 |
| 40 | 32 | 58 | 20 | M16 | 18 | 28 | 32 | 36 | 40 | 1 |
| 50 | 32 | 64 | 20 | M16 | 18 | 36 | 40 | 45 | 50 | 1 |
| 65 | 40 | 82 | 25 | M10 | 23 | 40 | 45 | 50 | 55 | 2 |
| 80 | 45 | 96 | 28 | M24 | 27 | 50 | 55 | 60 | 70 | 2 |
平头斜镶条尺寸
注:本表的单位是mm。
①△1为镶条往小头移动时间隙减少量;△2为镶条往大头移动时间隙增加量;镶条长、磨损大的导轨选用△1。
②斜度较小的镶条选用大的K。
③X为斜度1:X的分母,1:X n为法向斜度。镶条长度按导轨长L选择(括号内斜度尽量少用):
④l6为螺纹最小旋入长度。
⑤导向孔径D1略比D大,用组合锪钻加工时取最小值。
|
|||||||||||||||
| 推荐尺寸 | 导轨高度H | 8 | 10 | 12 | 16 | 20 | 25 | 32 | 40 | 50 | |||||
| 移动部件上的尺寸 | 矩形导轨 | b1 | 2.5 | 3 | 3 | 4 | 5;6 | 6;8 | 8;10 | ||||||
| a | 9 | 10 | 12 | 13 | 15 | 16 | 18 | 20 | 25 | ||||||
| e | 4 | 5 | 5 | 6 | 7 | 8 | 10 | ||||||||
| 燕尾导轨 | b1 | 3 | 4 | 5 | 6 | 8 | |||||||||
| a | 9 | 10 | 12 | 13 | 15 | 16 | 18 | 20 | 25 | ||||||
| e | 2.5 | 3.5 | 6 | 7 | 8 | 10 | |||||||||
| 螺钉尺寸 | d | M5 | M6 | M8 | M10 | M12 | M16(M12) | ||||||||
| D | 12 | 14 | 16 | 20 | 22 | 28 | |||||||||
| c | 1.5 | 2 | 3 | 4 | 5 | 5 | |||||||||
| L6 | 5 | 6 | 8 | 8 | 10 | 12 | |||||||||
| 间隙① | △1 | 0.2~0.3 | 0.3~0.5 | 0.4~0.6 | |||||||||||
| △2 | 0.1 | 0.12 | 0.15 | ||||||||||||
| 镶条预留切去量K② | 25~35 | 25~45 | 35~65 | ||||||||||||
| 计算尺寸 | 镶条移动量 | 往小头 |
 ③
③
|
||||||||||||
| 往大头 |
|
||||||||||||||
| 镶条端至部件端距离 |
 ;
;
|
||||||||||||||
| 镶 条 | 实用长度 |

|
|||||||||||||
| 毛坯长度 |
|
||||||||||||||
| 矩形导轨镶条厚度 |
 ;
; ③
③
|
||||||||||||||
| 燕尾导轨镶条 | 法向厚度 |
 ;
; ③
③
|
|||||||||||||
| 备料厚度 |

|
||||||||||||||
| 螺钉长度l5 | l5=l1+l2+l6 ④ | ||||||||||||||
| 移动部件上尺寸 | 螺孔深l7 | l7=l5+(0.5~0.6)d | |||||||||||||
| 导向孔深l8 | l8=l2+l4 | ||||||||||||||
| 导向孔径 D1⑤ |
普通机床 D1=D+(0.5~2) 精密机床 D1=D+(0.1~0.3) |
||||||||||||||
| 燕尾导轨上尺寸 | E |

|
|||||||||||||
| A′ |
|
||||||||||||||
| L/mm | <500 | >500~750 | >750 |
| 1/X | (1:20)~1:50 | (1:50)~1:75 | 1:100~(1:200) |
弯头斜镶条尺寸
注:本表的单位是mm。
①△1为镶条往小头移动时间隙减少量;△2为镶条往大头移动时间隙增加量;镶条长、磨损大的导轨选用△1。
②斜度较小的镶条选用大的K。
③±δ为镶条端部至壳体距离允许偏差,h≤25mm时,取δ=±(4~8)mm;h>25mm取δ=±(5~10)mm。斜度大时取大值。
|
||||||||||||
| 推荐尺寸 | 导轨高度H | 20 | 25 | 32 | 40 | 50 | 60;65 | 80 | 100 | |||
| 移动部件上尺寸 | 矩形导轨 | b1 | 5 | 6 | 5 | 10 | 12 | 15 | ||||
| 6 | 8 | 10 | 12 | 15 | 18 | |||||||
| 燕尾导轨 | b1 | 5 | 6 | 8 | 10 | — | ||||||
| l6 | 15 | 18 | 24 | 30 | ||||||||
| l7 | 25 | 30 | 35 | 45 | ||||||||
| 螺 母 | d | M10 | M12 | M16;M12 | M16;M20 | |||||||
| D | 20 | 22 | 28;22 | 28;35 | ||||||||
| c | 6 | 7 | 8;7 | 8;9 | ||||||||
| 镶条上尺寸 | d1 | 11 | 13 | 17;13 | 17;22 | |||||||
| s | 12 | 14 | 16 | 20 | ||||||||
| α1 | 18 | 20 | 25 | 32 | 32 | |||||||
| 间隙① | △1 | 0.3~0.5 | 0.4~0.6 | |||||||||
| △2 | 0.12 | 0.15 | ||||||||||
| 刮削留量K | 0.5 | 0.7 | ||||||||||
| 计算尺寸 | 镶条移动量 | 往小头 |
 ② ②
|
|||||||||
| 往大头 |
|
|||||||||||
| 镶条至壳体距离 |
 ;
; ③ ③
|
|||||||||||
| 镶 条 | 斜面长度 | L1=Ln | ||||||||||
| 全长 | L2=Ln+l3-l4 | |||||||||||
| 矩形导轨 |
 ;
;  +(1~2)
+(1~2)
|
|||||||||||
| 燕尾导轨 |
 ;
;
 ② ②
|
|||||||||||
| 螺栓长度 |

|
|||||||||||
镶条、压板材料
| 材料与热处理 | 特点 | 应用 |
|---|---|---|
| HT150 | 加工方便,磨损大,易折断 | 用于中等压力,尺寸较大的镶条、压板 |
| HT200 | 加工方便,磨损大,易折断 | 用于中等压力,尺寸较大的镶条、压板 |
| 45正火 | 强度高,不易折断,磨损小 | 用于较长较薄的斜镶条、燕尾形导轨镶条 |
镶条、压板技术要求
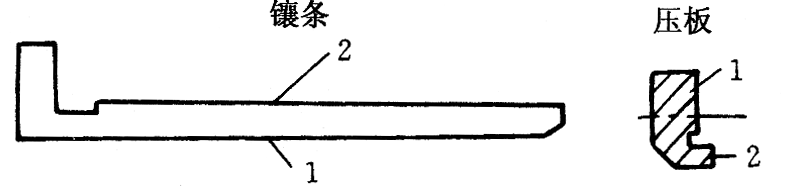
|
|||
| 镶 条 | 压 板 | ||
|---|---|---|---|
| 滑动接合面1 | 平面度 由接触点保证 | 固定接合面1 | 平面度 由接触点保证 |
| 接触点 (10~12)点/25mm×25mm | 接触点 (6~8)点/25mm×25mm | ||
| 装配后允许间隙0.03mm塞尺塞入深度不大于20mm | 装配后允许间隙0.04mm塞尺不能塞入 | ||
| 滑动接合面2 | 接触点 (6~8)点/25mm×25mm | 滑动接合面2 | 平面度 由接触点保证 |
| 接触点 (10~12)点/25mm×25mm | |||
| 装配后允许间隙0.04mm塞尺不能塞入 | 对面1平行度 0.01 | ||
| 装配后允许间隙0.03mm塞尺塞入深度不大于20mm | |||


