本页导航
广告链接
导轨的技术要求
刮研导轨面每25mm×25mm内接触点数(表9-5-22)
(1)表面粗糙度1)刮研导轨 刮研导轨具有接触好、变形小、可以存油、外观美等优点,但劳动强度大、生产率低。主要用于高精度导轨。
刮研导轨面每25mm X 25mm面积内的接触点数不得少于表9-5-22的规定。
2)磨削导轨 磨削生产率高,是加工淬硬导轨唯一方法,磨削导轨表面粗糙度应达到的要求见 磨削导轨表面粗糙度Ra(表9-5-23)。
接触面要求见表9-5-24。
(2) 几何精度
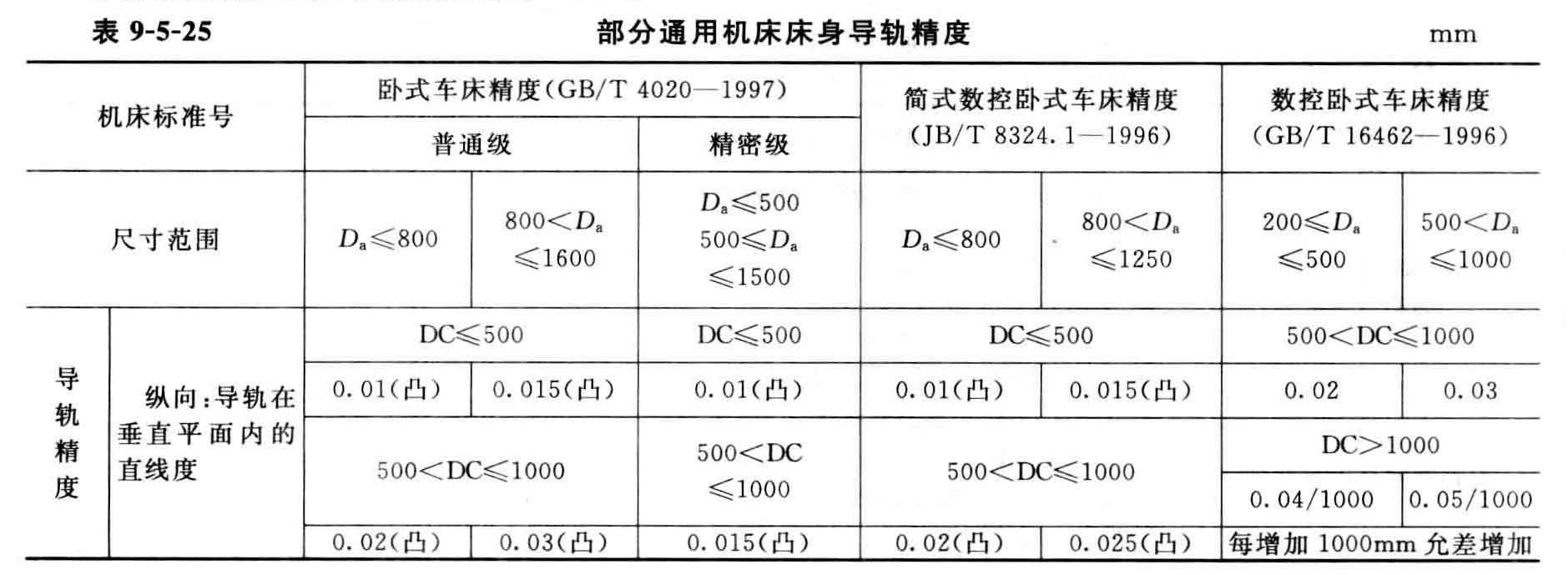
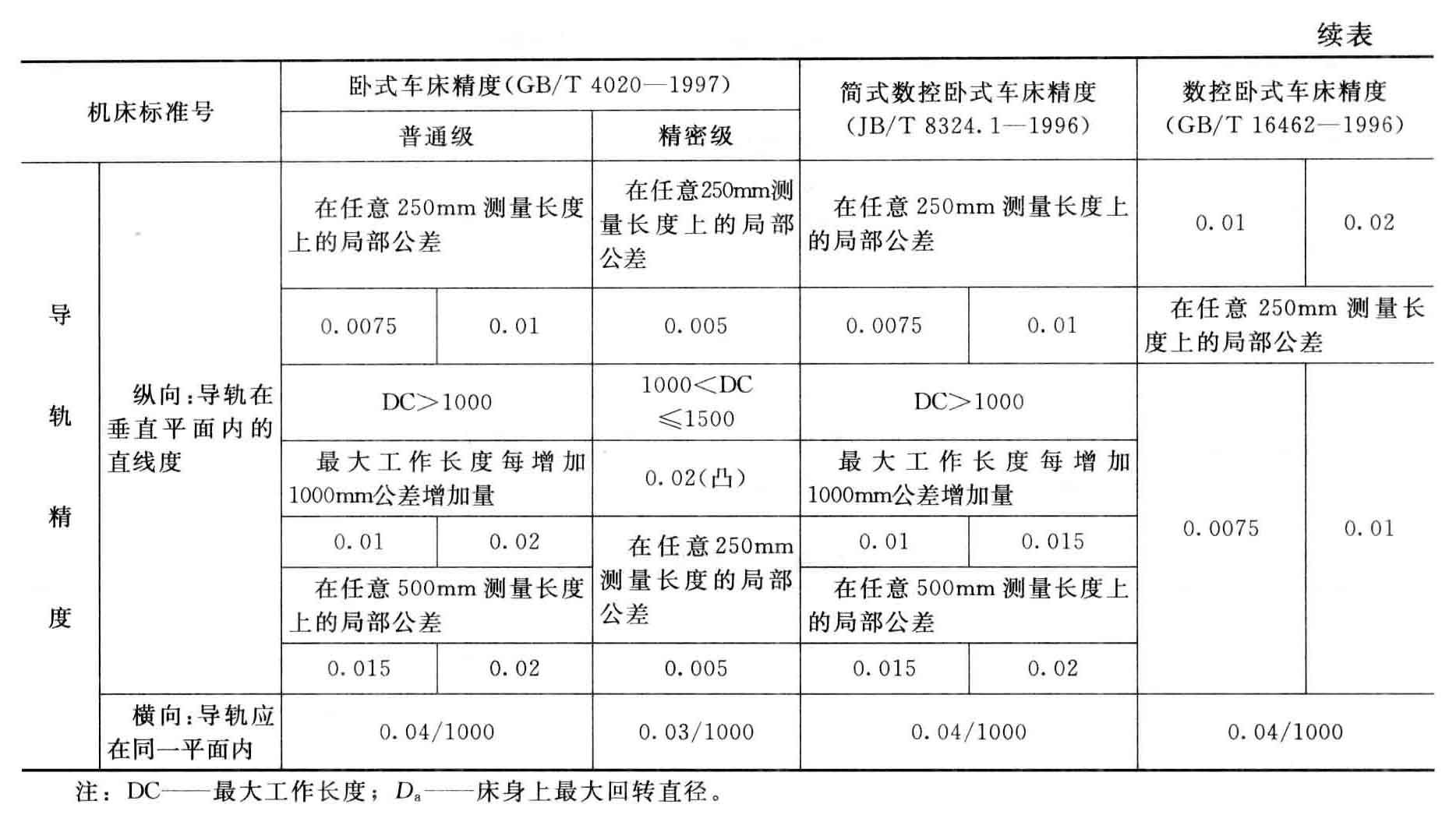
部分通用机床床身导轨精度见 部分通用机床床身导轨精度(表9-5-25)。
刮研导轨面每25mm×25mm内接触点数(表9-5-22)
| 机床类别 | 滑动导轨 | 移置导轨 | 镶条、压板滑动面 | ||
|---|---|---|---|---|---|
| 每条导轨宽度/mm | |||||
| ≤250 | >250 | ≤100 | >100 | ||
| Ⅲ级和Ⅲ级以上 | 20 | 16 | 16 | 12 | 12 |
| Ⅳ级 | 12 | 12 | 12 | 10 | 10 |
| Ⅴ级 | 10 | 8 | 8 | 6 | 6 |
磨削导轨表面粗糙度Ra(表9-5-23)
注:1.滑动速度大于0.5m/s时,粗糙度应降低一级(括号内数值)。
2.淬硬导轨的表面粗糙应降低(括号内数值)。
| 机床类型 | 动导轨 | 固定导轨 | ||||
|---|---|---|---|---|---|---|
| 中小型 | 大型 | 重型 | 中小型 | 大型 | 重型 | |
| Ⅲ级和Ⅲ级以上 | 0.2~0.4(0.1~0.2) | 0.4~0.8(0.2~0.4) | 0.8(0.4) | 0.1~0.2(0.05~0.1) | 0.2~0.4(0.1~0.2) | 0.4(0.2) |
| Ⅳ级 | 0.4(0.2) | 0.8(0.4) | 1.6(0.8) | 0.2(0.1) | 0.4(0.2) | 0.8(0.4) |
| Ⅴ级 | 0.8(0.4) | 1.6(0.8) | 1.6(0.8) | 0.4(0.2) | 0.8(0.4) | 1.6(0.8) |
磨削导轨面的接触指标(表9-5-24)
注:1.宽度接触达到要求后,方能做长度的评定。
2.镶条按相配导轨的接触指标检验。
| 机床类别 | 滑(滚)动导轨 | 移置导轨 | ||
|---|---|---|---|---|
| 全长上 | 全宽上 | 全长上 | 全宽上 | |
| Ⅲ级和Ⅲ级以上 | 80% | 70% | 70% | 50% |
| Ⅳ级 | 0.75 | 60% | 65% | 45% |
| Ⅴ级 | 0.7 | 0.5 | 60% | 40% |
部分通用机床床身导轨精度(表9-5-25)