本页导航
广告链接
导轨材料与热处理
导轨材料的要求和匹配
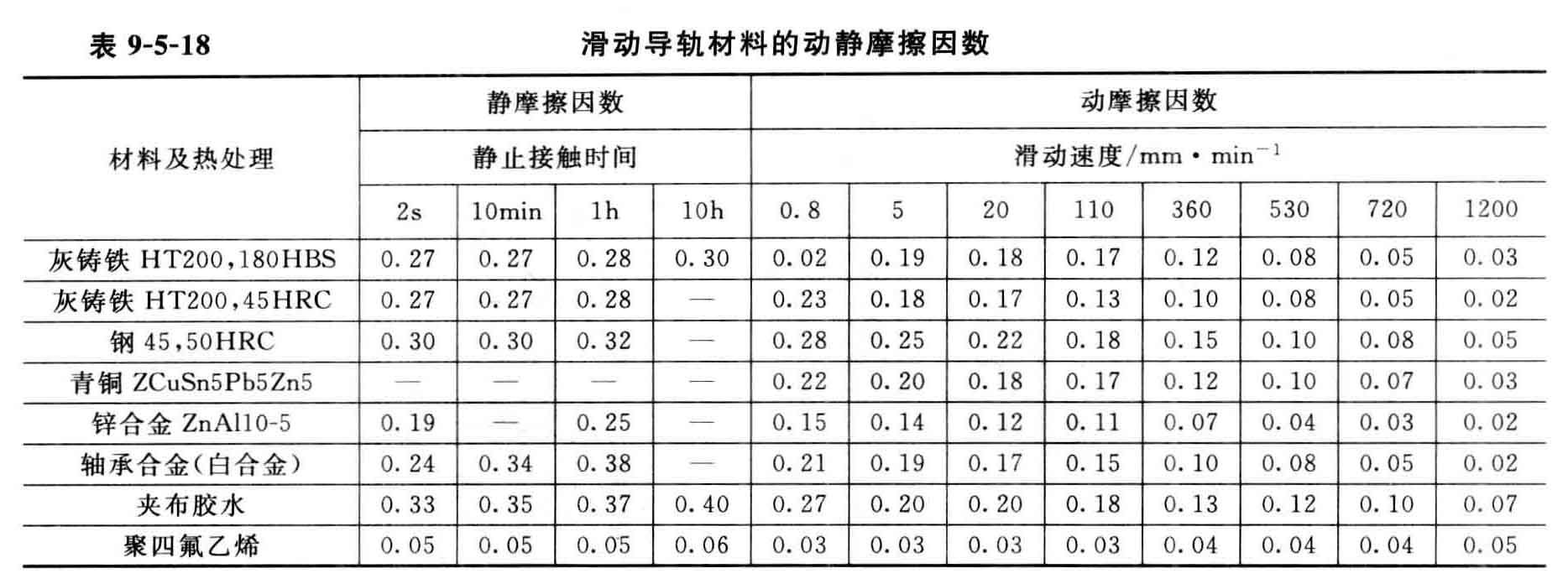
用于导轨的材料应具有良好的耐磨性、摩擦因数小和动静摩擦因数差别小,加工和使用产生的内应力小,尺寸稳定性好等性能。常用导轨材料动静摩擦因数见滑动导轨材料的动静摩擦因数(表9-5-18)。
导轨副应尽量由不同材料组成,如果选用相同材料,也应采用不同的热处理或不同的硬度。通常动导轨(短导轨)用较软耐磨性低的材料,固定导轨(长导轨) 用较硬和耐磨材料制造,材料匹配对耐磨性的影响见导轨材料匹配及其相对寿命(表9-5-19)。
滑动导轨材料的动静摩擦因数(表9-5-18)
导轨材料匹配及其相对寿命(表9-5-19)
注:导轨材料前边为动导轨后边为固定导轨。
| 导轨材料及热处理 | 相对寿命 |
|---|---|
| 铸铁/铸铁 | 1 |
| 铸铁/淬火铸铁 | 2~3 |
| 铸铁/淬火钢 | >2 |
| 淬火铸铁/淬火铸铁 | 4~5 |
| 铸铁/渡铬或喷涂钼铸铁 | 3~4 |
| 塑料/铸铁 | 8 |
导轨材料与热处理
机床滑动导轨常用材料主要是灰铸铁和耐磨铸铁。灰铸铁通常以HT200或HT300做固定导轨。以HT150或HT200做动导轨。
JB/T 3997-1994标准对普通灰铸铁导轨的硬度要求如灰铸铁导轨硬度要求(表9-5-20)所示。
常用耐磨铸铁与普通铸铁耐磨性比较见常用耐磨铸件(表9-5-21)。
导轨热处理:一般重要的导轨,铸件粗加工后进行一次时效处理,高精度导轨铸件半精加工后还需进行第二次时效处理。
常用导轨淬火方法有:
1)高、中频淬火,淬硬层深度为1~2mm。硬度为45~50HRC。
2)电接触加热自冷表面淬火,淬硬层深度为 0.2~0.25mm,显微硬度为600HM左右。这种淬火方法主要用于大型铸件导轨。
灰铸铁导轨硬度要求(表9-5-20)
| 硬度要求(HBS) | 硬度不均匀性(HBS) | ||||
|---|---|---|---|---|---|
| 导轨长度/mm | 导轨铸件重量/t | 不低于 | 不高于 | 导轨长度/mm | 硬度差不超过 |
| ≤2500 | — | 190 | 255 | ≤2500 | 25 |
| >2500 | >3 | 180 | 241 | >2500 | 35 |
| - | >5 | 175 | 241 | 由几件连接的导轨 | 45 |
| - | >10 | 165 | 241 | 由几件连接的导轨 | 45 |
常用耐磨铸件(表9-5-21)
| 耐磨铸铁名称 | 耐磨性高于普通铸铁倍数 |
|---|---|
| 磷铜钛耐磨铸铁 | 1.5~2 |
| 高磷耐磨铸铁 | 1 |
| 钒钛耐磨铸铁 | 1~2 |
| 稀土铸铁 | 1 |
| 铬钼耐磨铸铁 | 1 |


