本页导航
广告链接
铸件缺陷与改进措施
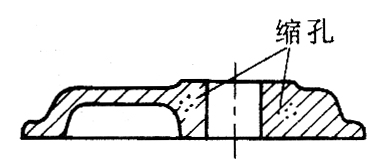
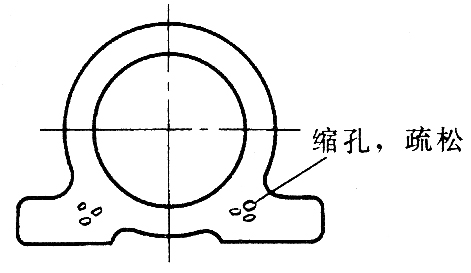
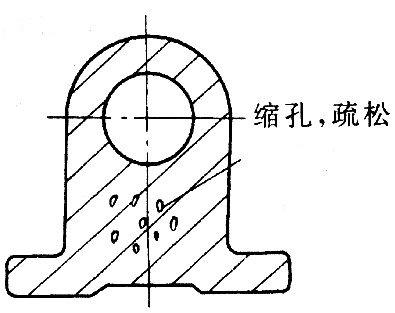
缩孔与疏松
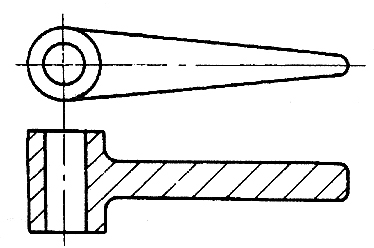
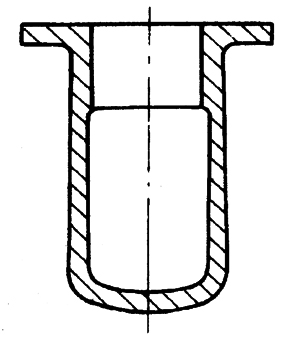
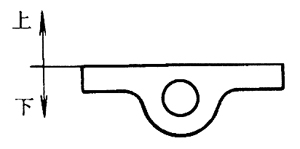
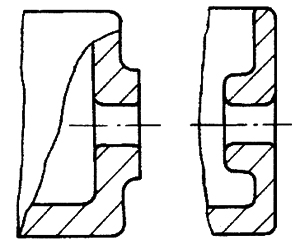
壁厚不均
| 图 例 | 改 进 措 施 | |
|---|---|---|
| 改 进 前 | 改 进 后 | |
|
|
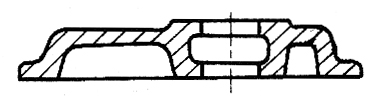
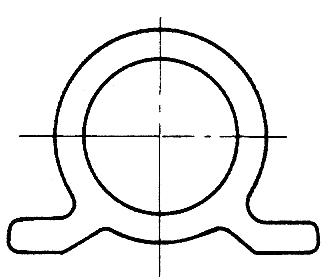
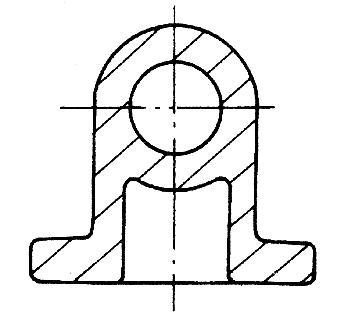
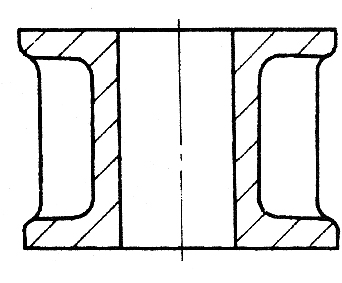
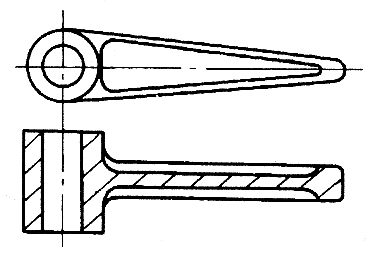
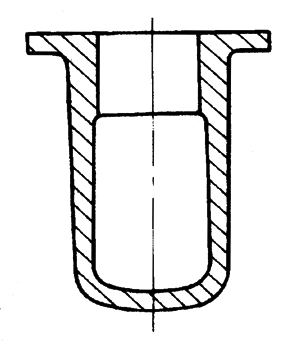
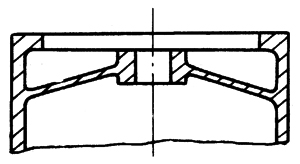
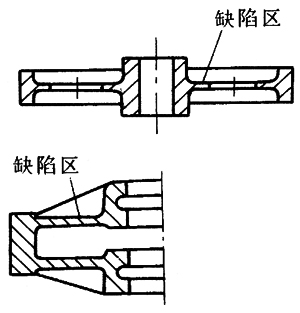
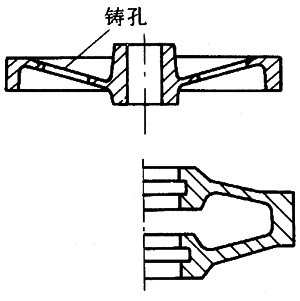
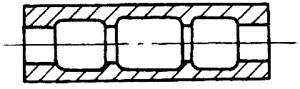
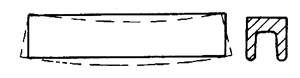
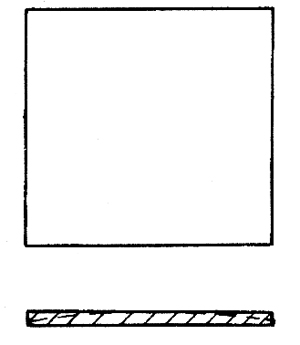
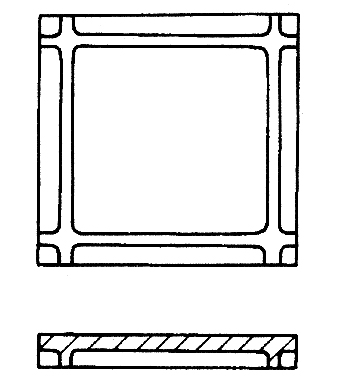
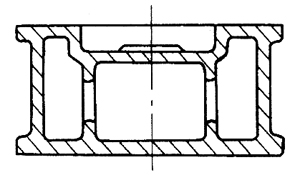
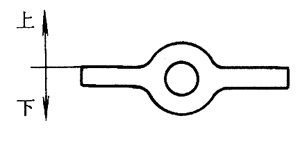
壁厚力求均匀,减少厚大断面以利于金属同时凝固。改进后将孔径中部适当加大,使壁厚均匀 |
|
|
|
|
|
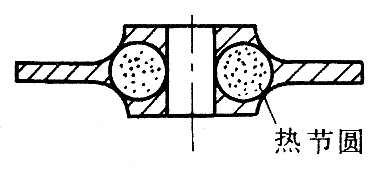
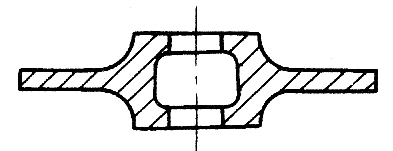
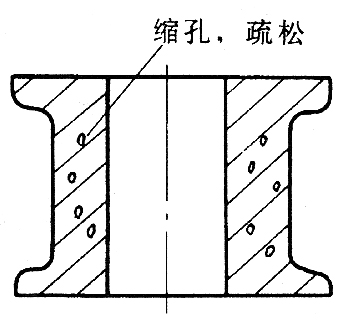
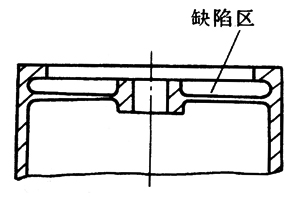
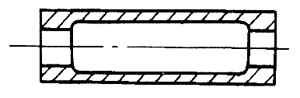
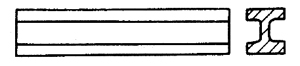
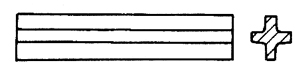
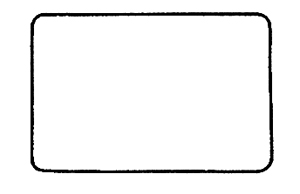
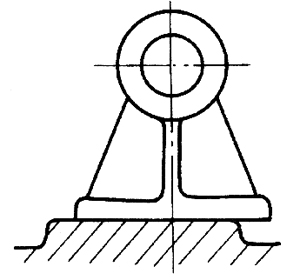
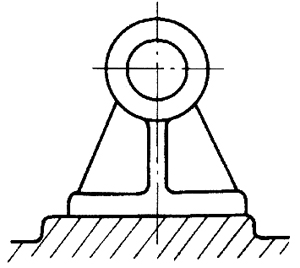
铸件壁厚应尽量均匀,以防止厚截面处金属积聚导致缩孔、疏松、组织不密致等缺陷 |
|
|
|
|
|
局部厚壁处减薄 |
|
|
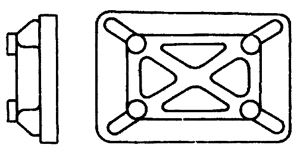
采用加强肋代替整体厚壁铸件 |
|
|
|
|
|
|
|
|
|
|
|
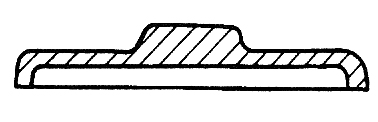
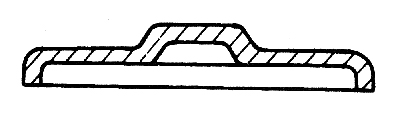
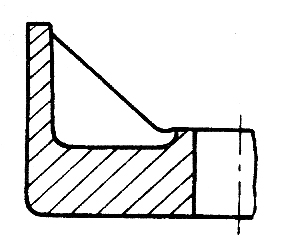
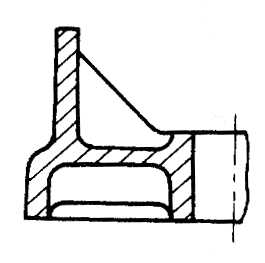
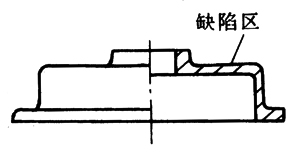
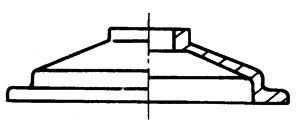
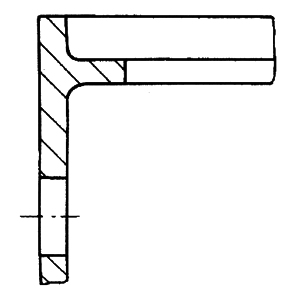
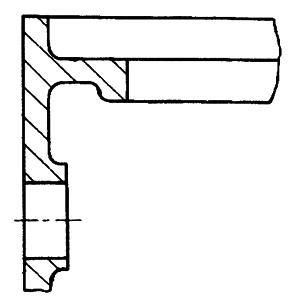
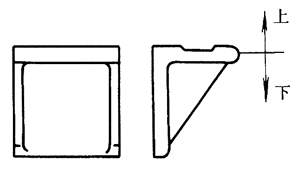
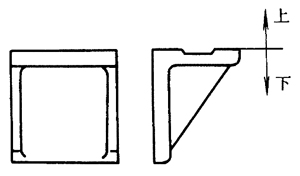
为减少金属的积聚,将双面凸台改为单面凸台 |
|
|
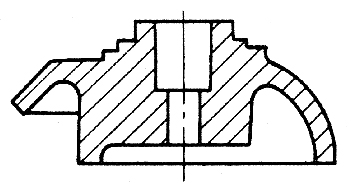
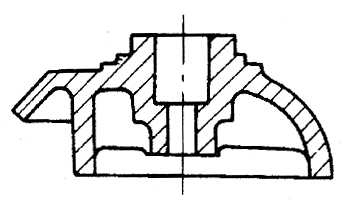
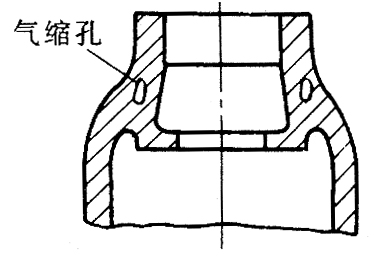
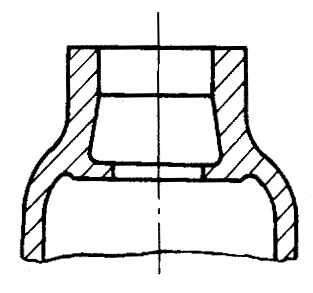
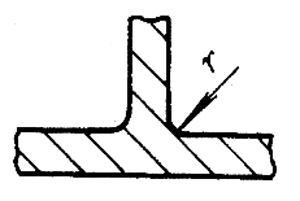
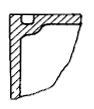
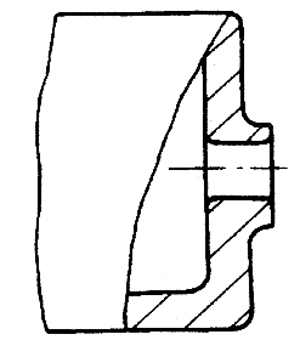
改进前,深凹的锐角处易产生气缩孔 |
肋或壁交叉
| 图 例 | 改 进 措 施 | |
|---|---|---|
| 改 进 前 | 改 进 后 | |
|
|
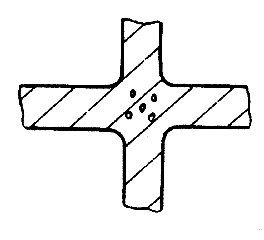
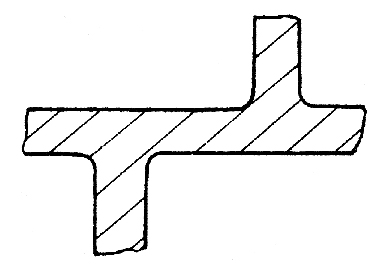
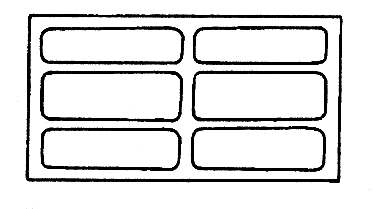
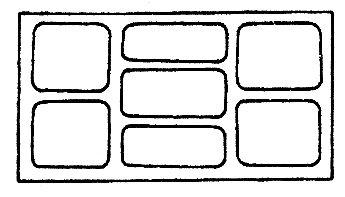
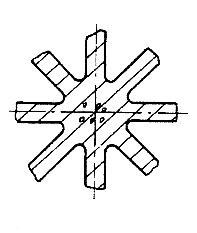
尽量不采用正十字交叉结构,以减少金属积聚 |
|
|
|
|
|
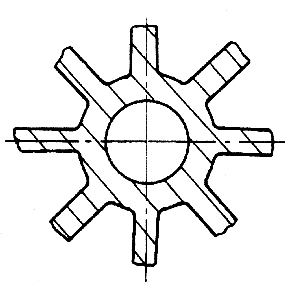
交叉肋的交点应置环形结构 |
补缩不良
| 图 例 | 改 进 措 施 | |
|---|---|---|
| 改 进 前 | 改 进 后 | |
|
|
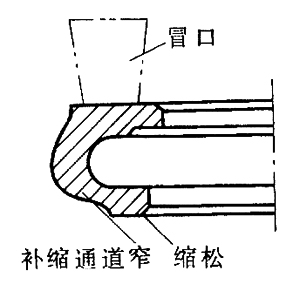
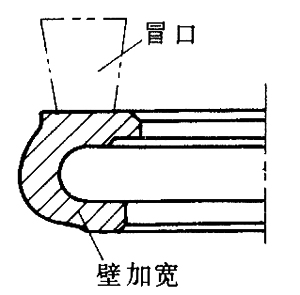
易产生缩松处难以安放冒口,故加厚与该处连通的壁厚,加宽补缩通道 |
|
|
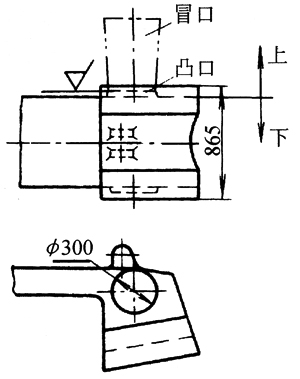
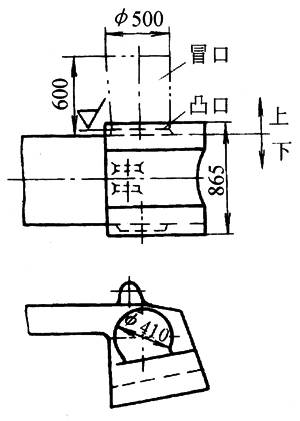
图示一铸钢夹子,冒口放在凸台上。原设计凸台不够大(φ310mm),补缩不良。后将凸台放大到φ410mm,才消除了缩孔 |
|
|
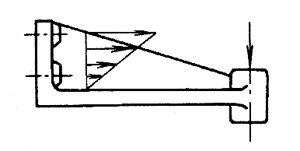
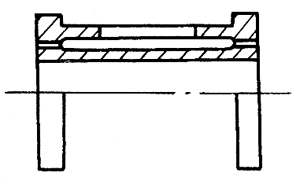
考虑顺序凝固,以利于逐层补缩,缸体壁设计成上厚下薄 |
|
|
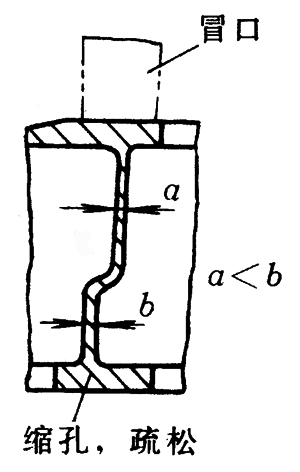
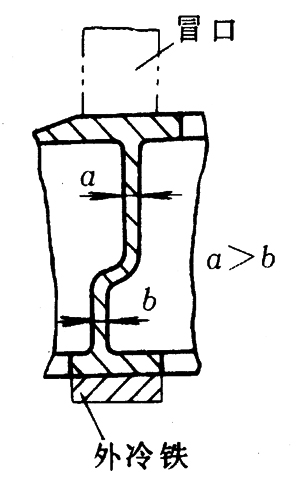
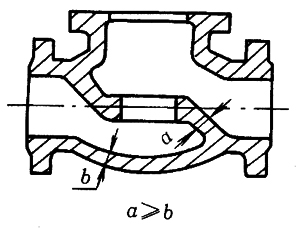
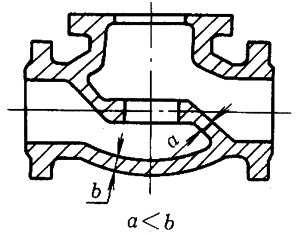
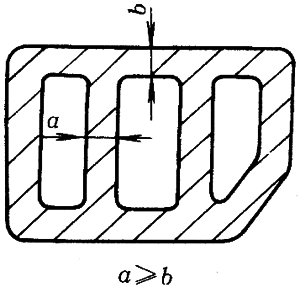
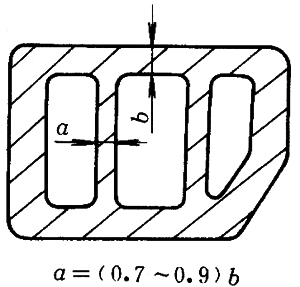
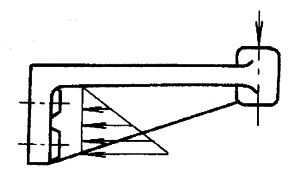
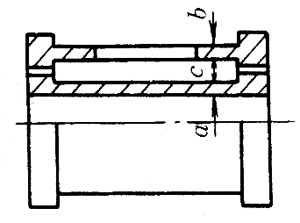
对于两端壁较厚的铸钢件断面,为创造顺序凝固条件,应使a≥b,并在底部设置外冷铁,形成上下温度梯度有利于顺序补缩,消除缩孔、缩松 |
气孔与夹渣
| 注意事项 | 图 例 | 改 进 措 施 | |
|---|---|---|---|
| 改 进 前 | 改 进 后 | ||
| 水平面过大 |
|
|
尽量减少较大的水平平面,尽可能采用斜平面,便于金属中夹杂物和气体上浮排除,并减少内应力 铸孔的轴线应与起模方向一致 |
|
|
||
|
|
||
|
|
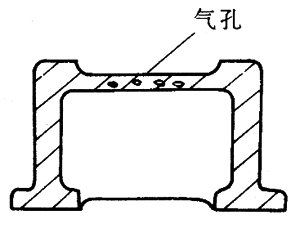
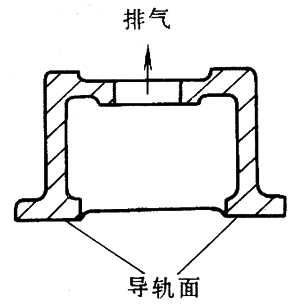
避免薄壁和大面积封闭,使气体能充分排出;浇注时,重要面(如导轨面)应在下部,以便金属补给 | |
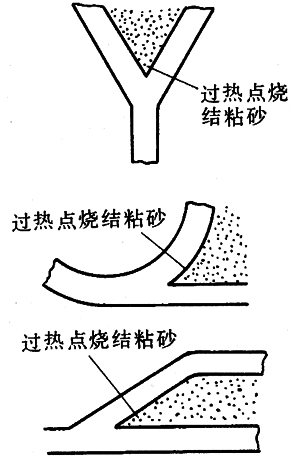
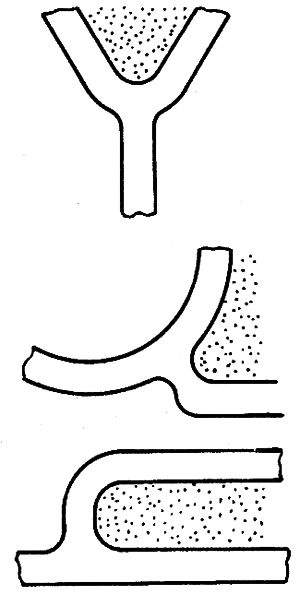
烧结粘砂
| 注意事项 | 图 例 | 改 进 措 施 | |
|---|---|---|---|
| 改 进 前 | 改 进 后 | ||
| 避免小凹槽 |
|
|
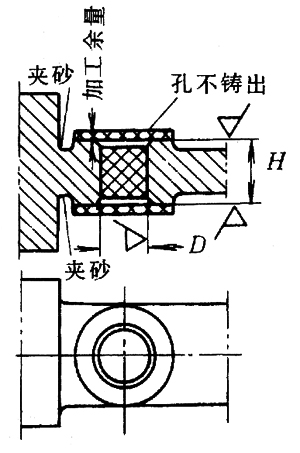
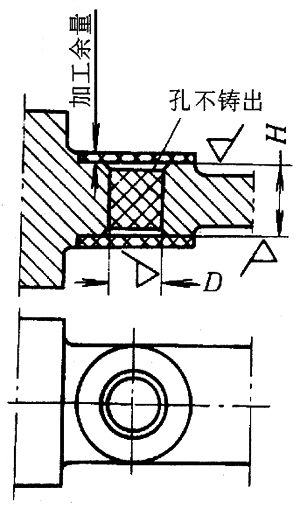
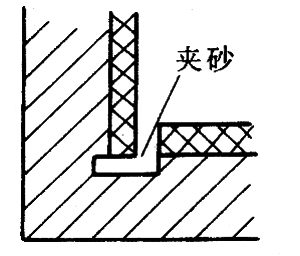
改进前,小凹槽容易掉砂,造成铸件夹砂 |
|
|
||
| 避免尖角 |
|
|
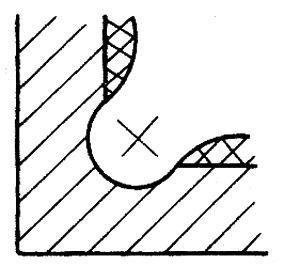
避免尖角的泥芯或砂型 |
| 避免狭小内腔 |
|
|
避免狭小的内腔 |
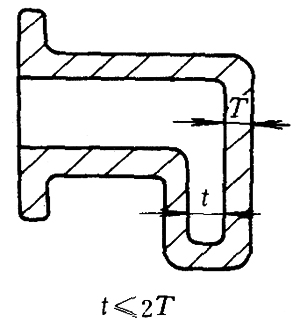
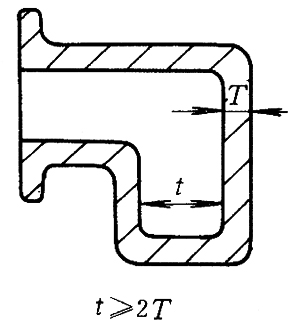
裂纹
| 注意事项 | 图 例 | 改 进 措 施 | |
|---|---|---|---|
| 改 进 前 | 改 进 后 | ||
| 内壁过厚 |
|
|
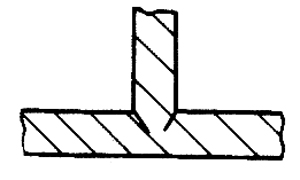
铸件内壁的厚度应略小于铸件外壁的厚度,使整个铸件均匀冷却 |
|
|
||
|
|
||
| 截面突变 |
|
|
突变截面应有缓和过渡结构 |
| 收缩受阻 |
|
|
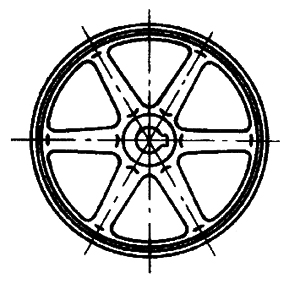
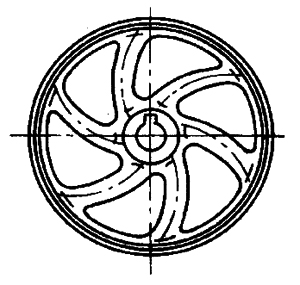
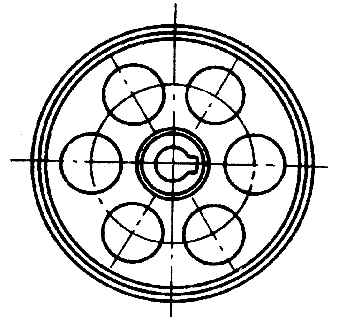
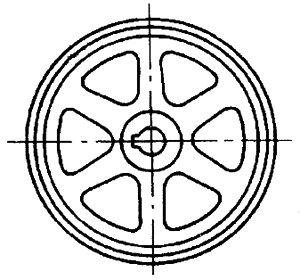
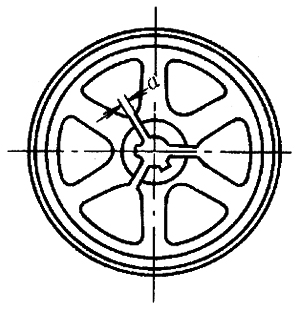
铸件应避免阻碍收缩的结构,较大的飞轮、带轮、齿轮的轮辐可作成弯曲的辐条或带孔的辐板 |
|
|||
|
|
大型轮类铸件,可在轮毂处作出缝隙(a≈30mm),以防止裂纹 | |
|
|
没有肋的框型内腔冷却时均能自由收缩 | |
| 过渡圆角太小 |
|
|
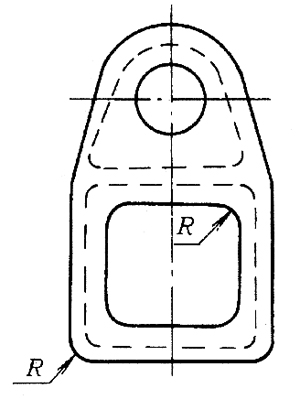
避免锐角连接,采用圆弧过渡 |
|
|
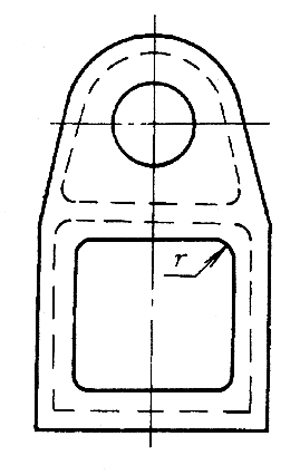
铸件方形窗孔四角处的圆角半径不应太小 | |
变形
| 注意事项 | 图 例 | 改 进 措 施 | |
|---|---|---|---|
| 改 进 前 | 改 进 后 | ||
| 截面形状不合理 |
|
|
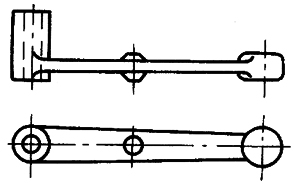
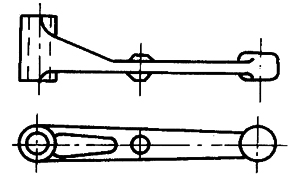
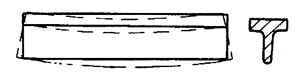
为防止细长件和大的平板件在收缩时挠曲变形,应正确选择零件的截面形状(如对称截面)和合理的设置加强肋 |
|
|
||
|
|
||
|
|
铸件抗压强度大于抗弯强度和抗拉强度,设计中应合理利用 | |
| 缺少加强肋 |
|
|
不用增加壁厚而用合理增加加强肋的方法来提高零件刚性 |
|
|
大而薄的壁冷却时易扭曲,应适当加筋 | |
| 缺少凸台 |
|
|
孔洞周沿增加凸边可加大刚性 |
渗漏
| 注意事项 | 图 例 | 改 进 措 施 | |
|---|---|---|---|
| 改 进 前 | 改 进 后 | ||
| 错用撑钉 |
|
|
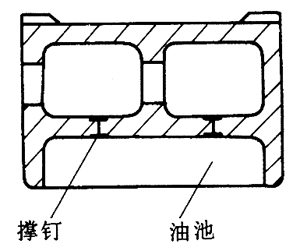
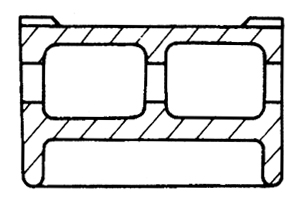
液体容器部分避免用撑钉,以防渗漏;右图的泥芯,可在两端固定,不用撑钉 |
损伤
| 注意事项 | 图 例 | 改 进 措 施 | |
|---|---|---|---|
| 改 进 前 | 改 进 后 | ||
| 突出部分薄弱 |
|
|
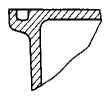
避免大铸件有薄的突出部分(易损坏) |
错箱
| 注意事项 | 图 例 | 改 进 措 施 | |
|---|---|---|---|
| 改 进 前 | 改 进 后 | ||
| 铸件在两砂箱 |
|
|
尽量使铸件在一个砂箱中形成,以避免因错箱而造成尺寸误差和影响外形美观 |
|
|
||
形状与尺寸不合格
| 注意事项 | 图 例 | 改 进 措 施 | |
|---|---|---|---|
| 改 进 前 | 改 进 后 | ||
| 内腔过小 |
|
|
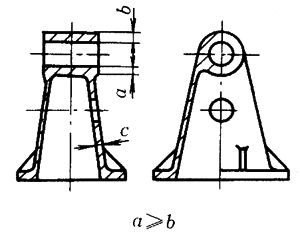
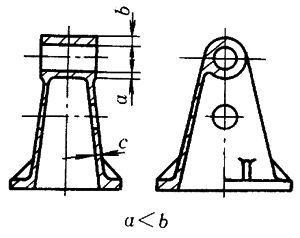
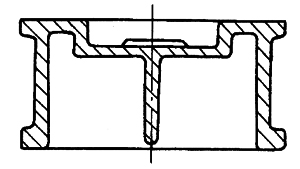
铸件两壁之间的型芯厚度一般应不小于两边壁厚的总和(c>a+b),以免两壁熔接在一起 |
| 凸台过小 |
|
|
大件中部凸台位置尺寸不易保证,铸造偏差较大;应考虑将凸台尺寸加大,或移至内部 |
|
|
凸台应大于支座的底面,以保证装配位置和外观整齐 | |


