本页导航
广告链接
冲压方法和冲压材料的选用
冲压方法和冲压材料的选用
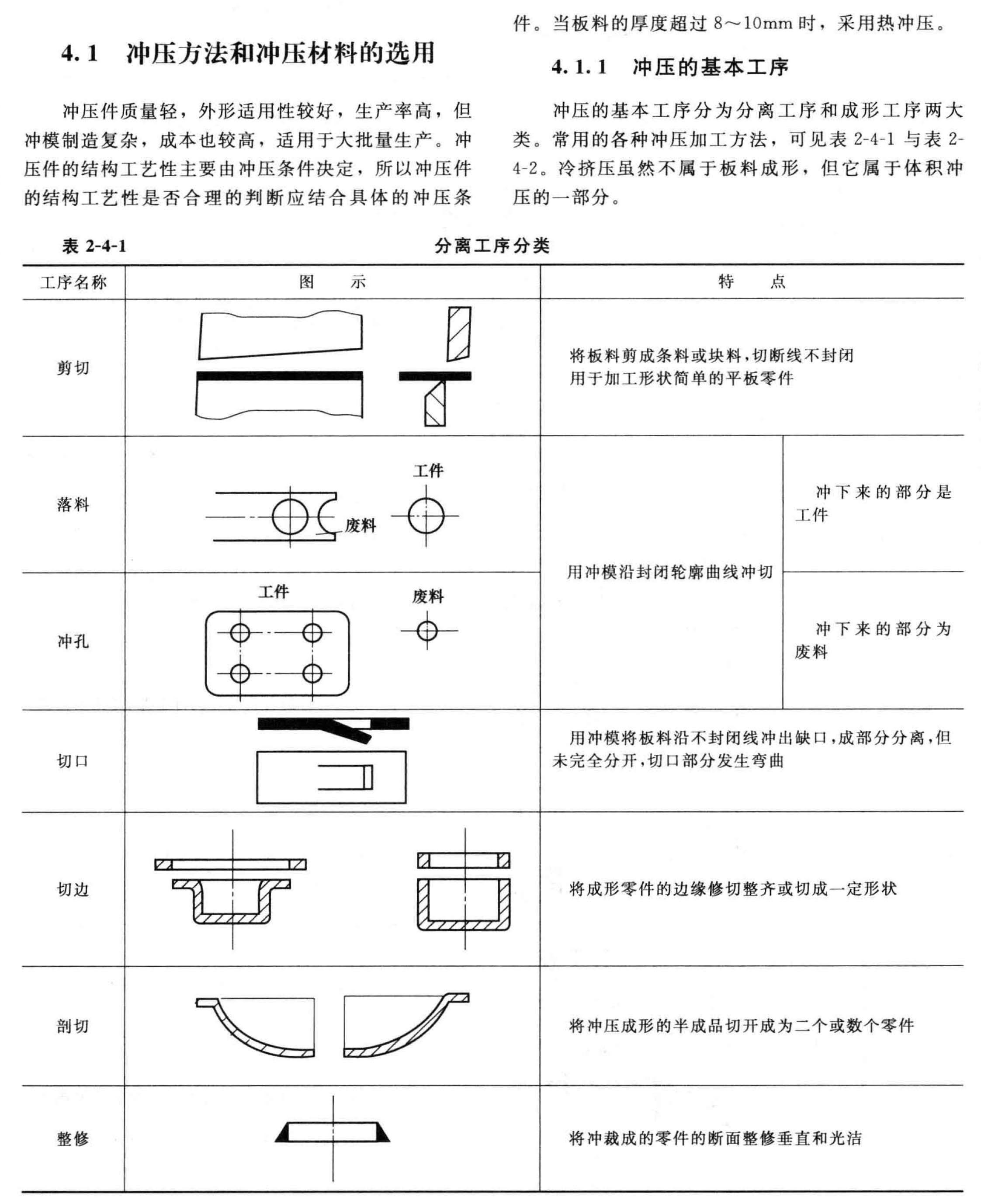
分离工序分类
| 工序名称 | 特点及常用范围 | 示意图 |
|---|---|---|
| 切断 | 用剪刀或冲模切断板材,切断线不封闭 |

|
| 落料 | 用冲模沿封闭线冲切板料,冲下来的部分为制件 |
|
| 冲孔 | 用冲模沿封闭线冲切板料,冲下来的部分为废料 |
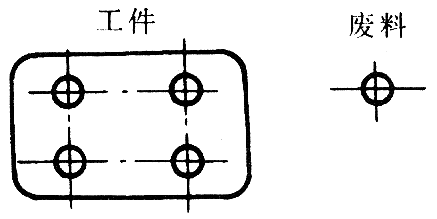
|
| 剖切 | 把半成品切开成两个或几个制件,常用于成双冲压 |
|
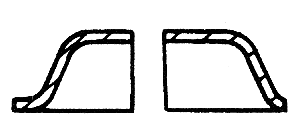
| 切口 | 在坯料上沿不封闭线冲出缺口,切口部分发生弯曲,如通风板 |
|
| 切边 | 将制件的边缘部分切掉 |
|
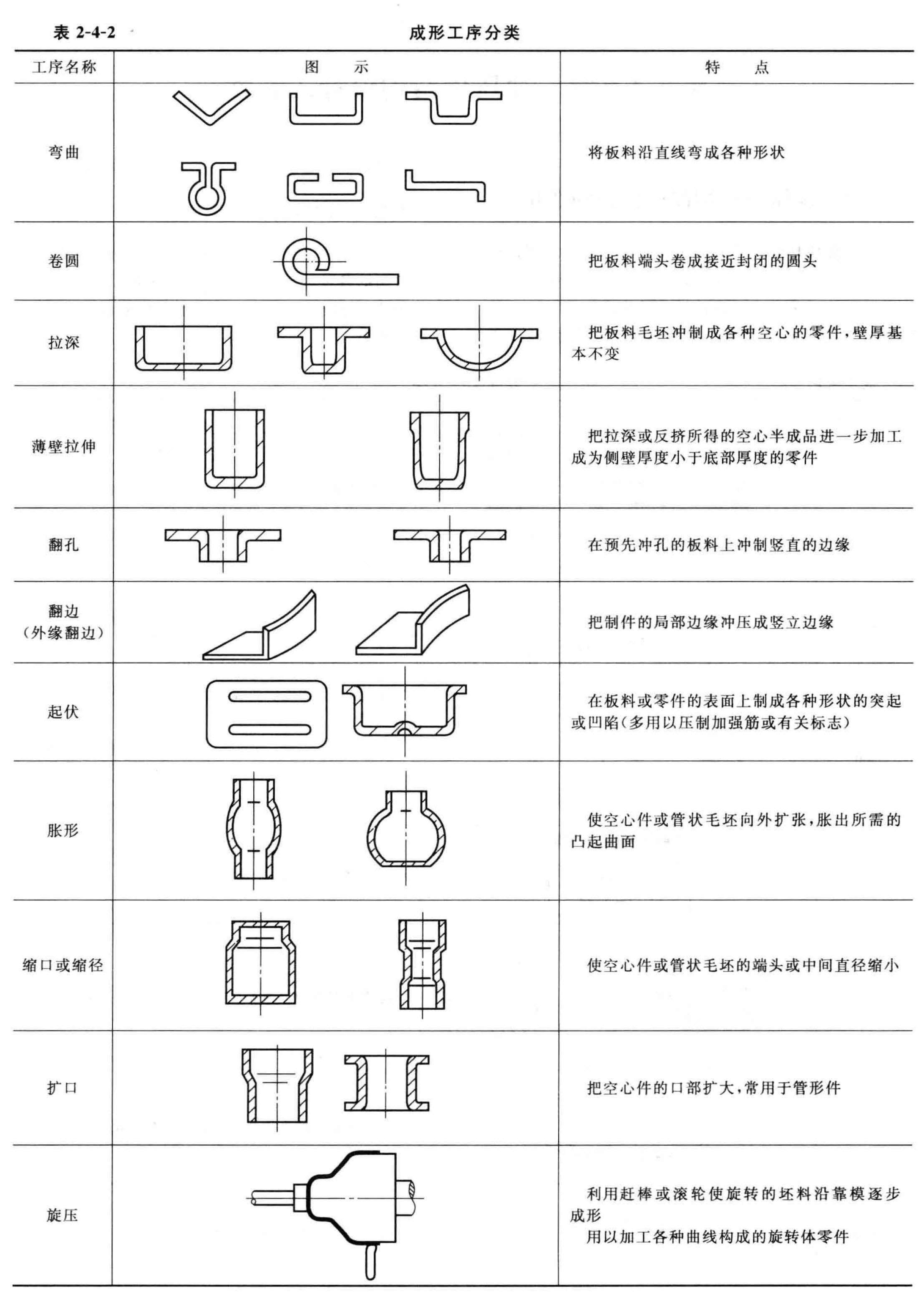
成形工序分类
| 工序名称 | 特点及常用范围 | 示意图 |
|---|---|---|
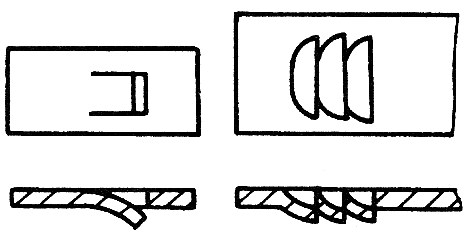
| 弯曲之弯曲 | 把板料弯成一定的形状 |

|
| 弯曲之卷圆 | 把板料端部卷圆,如合页 |
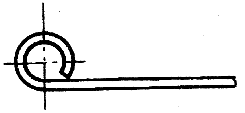
|
| 弯曲之扭曲 | 把制件扭转成一定角度 |

|
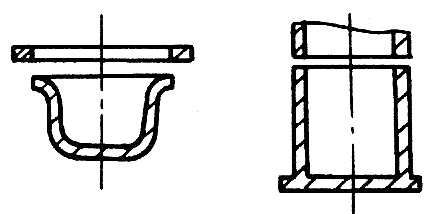
| 拉深之拉深 | 把平板形坯料制成空心制件、壁厚基本不变 |
|
| 拉深之变薄拉深 | 把空心制件拉深成侧壁比底部薄的制件 |
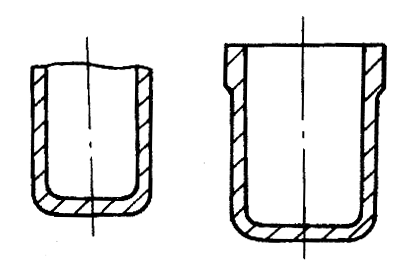
|
| 成形之翻孔 | 把制件上有孔的边缘翻出边缘 |
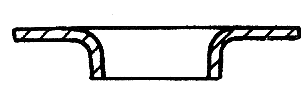
|
| 成形之翻边 | 把制件的外缘翻起圆弧或曲线状的竖立边缘 |
|
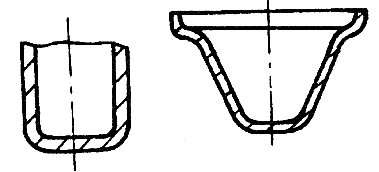
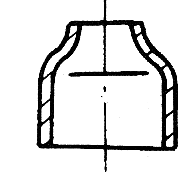
| 成形之扩口 | 把空心制件的口部扩大,常用于管子 |
|
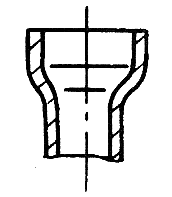
| 成形之缩口 | 把空心制件的口部缩小 |
|
| 成形之滚弯 | 通过一系列轧辊把平板卷料滚弯成复杂形状 |
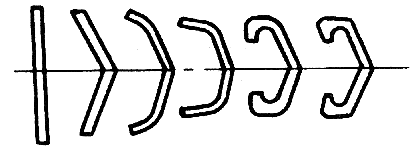
|
| 成形之起伏 | 在制件上压出肋条,花纹或文字,在起伏处的整个厚度上都有变形 |
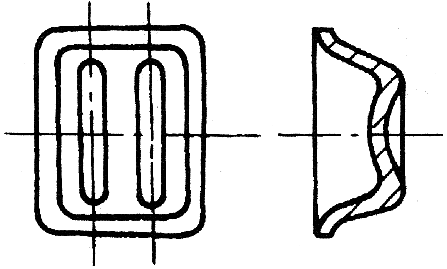
|
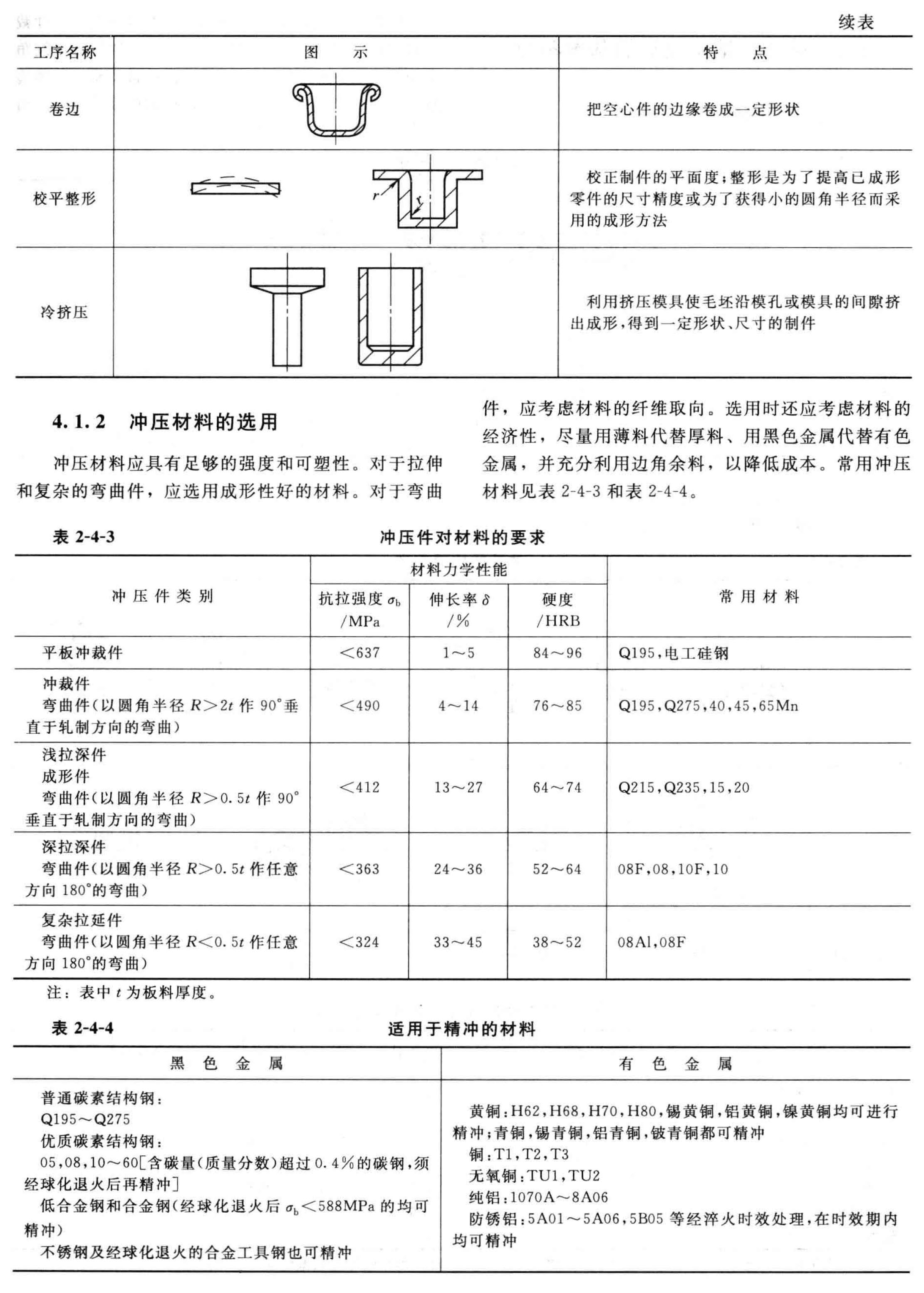
| 成形之卷边 | 把空心件的边缘卷成一定形状 |
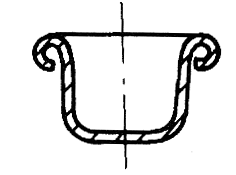
|
| 成形之胀形 | 使制件的一部分凸起,呈凸肚形 |
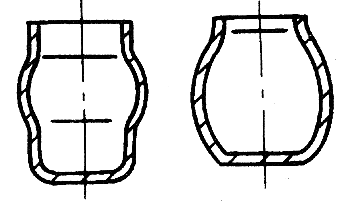
|
| 成形之旋压 | 把平板形坯料用小滚轮旋压出一定形状(分变薄与不变薄两种) |
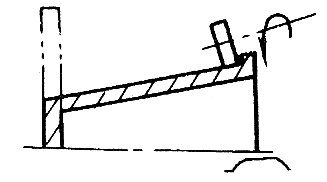
|
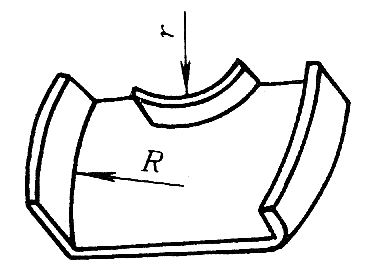
| 成形之整形 | 把形状不太准确的制件校正成形,如获得小的r等 |
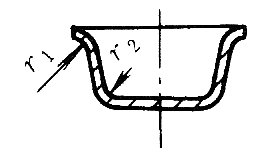
|
| 成形之校平 | 校正制件的平直度 |
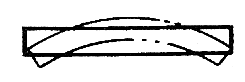
|
| 成形之压印 | 在制件上压出文字或花纹,只在制件厚度的一个平面上有变形 |
|
冲压件对材料的要求
注:表中t为板料厚度。
| 冲压件类别 | 材料力学性能 | 常用材料 | ||
|---|---|---|---|---|
| 抗拉强度σb/Mpa | 伸长率δ(%) | 硬度(HRB) | ||
| 平板冲裁件 | <637 | 1~5 | 84~96 | Q195,电工硅钢 |
| 冲裁件;弯曲件(以圆角半径R>2t作90°垂直于轧制方向的弯曲) | <490 | 4~14 | 76~85 | Q195,Q275,40,45,65Mn |
| 浅拉深件;成形件;弯曲件(以圆角半径R>0.5t作90°垂直于轧制方向的弯曲) | <412 | 13~27 | 64~74 | Q215,Q235,15,20 |
| 深拉深件;弯曲件(以圆角半径R<0.5t作任意方向180°的弯曲) | <363 | 24~36 | 52~64 | 08F,08,10F,10 |
| 复杂拉延件;弯曲件(以圆角半径R<0.5t作任意方向180°的弯曲) | <324 | 33~45 | 38~52 | 08Al,08F |
适用于精冲的材料
| 黑色金属 | 有色金属 |
|---|---|
|
普通碳素结构钢: Q195~Q275 优质碳素结构钢: 05,08,10~60(含碳量(质量分数)超过0.4%的碳钢,须经球化退火后再精冲) 低合金钢和合金钢(经球化退火后σb<588MPa的均可精冲) 不锈钢及经球化退火的合金工具钢也可精冲 |
黄铜:H62,H68,H70,H80,锡黄铜,铝黄铜,镍黄铜均可进行精冲; 青铜,锡青铜,铝青铜,铍青铜都可精冲; 铜:T1,T2,T3 无氧铜:TU1,TU2 纯铝:1070A~8A06 防锈铝:5A01~5A06,5B05等经淬火时效处理,在时效期内均可精冲 |


