本页导航
广告链接
防止热处理零件开裂的注意事项
避免尖角、棱角
| 图 例 | 说 明 | |
|---|---|---|
| 改 进 前 | 改 进 后 | |
|
|
零件的尖角、棱角部分是淬火应力最集中的地方,往往成为淬火裂纹的起点,应予倒钝 |
|
||
|
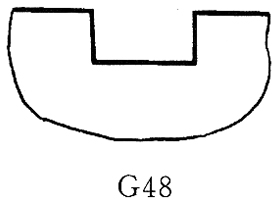
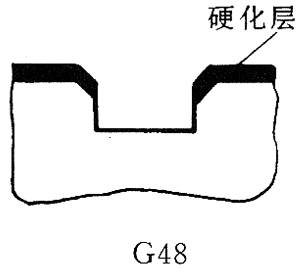
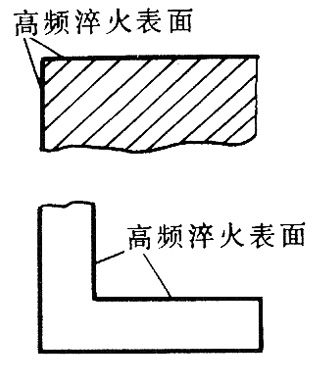
平面高频淬火时,硬化层达不到槽底,槽底虽有尖角,但不致于开裂 | |
|
|
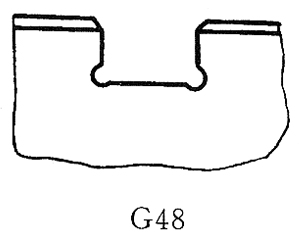
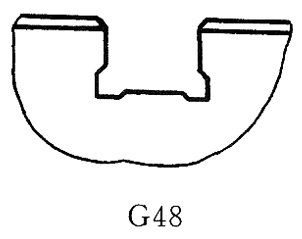
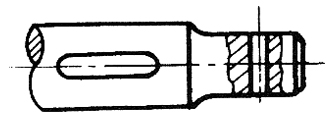
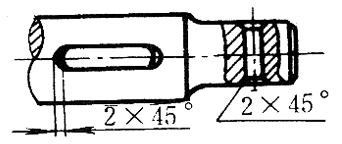
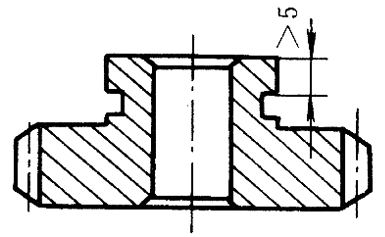
为了避免锐边尖角熔化或过热,在槽或孔的边上应有2~3mm的倒角(与轴线平行的键槽边可不倒角),直径过渡应为圆角 |
|
|
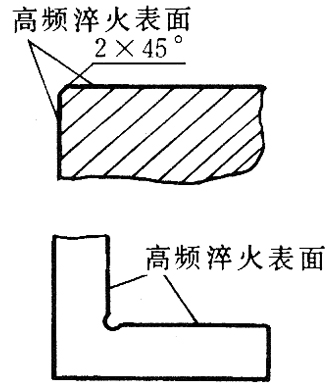
二平面交角处应有较大的圆角或倒角,并有5~8mm不能淬硬 |
避免断面突变
| 图 例 | 说 明 | |
|---|---|---|
| 改 进 前 | 改 进 后 | |
|
|
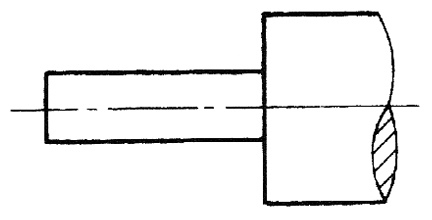
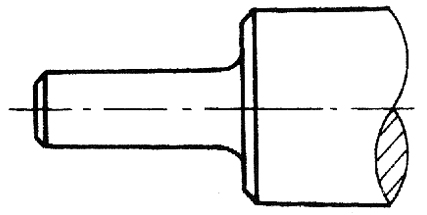
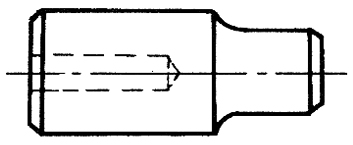
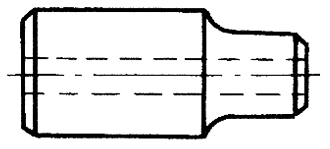
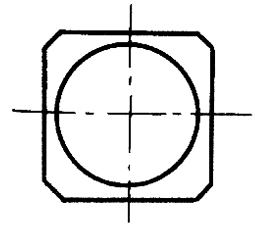
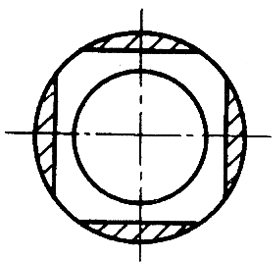
断面过渡处应有较大的圆角半径,以避免冷却速度不一致而开裂 |
|
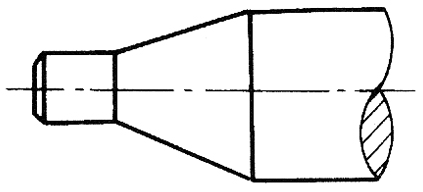
结构允许时,可设计成过渡圆锥 | |
避免结构尺寸厚薄相差悬殊
| 图 例 | 说 明 | |
|---|---|---|
| 改 进 前 | 改 进 后 | |
|
|
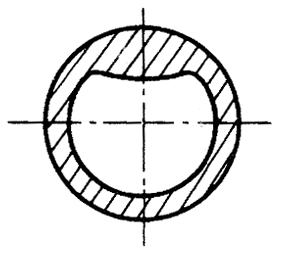
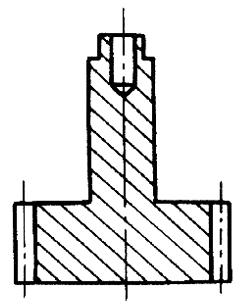
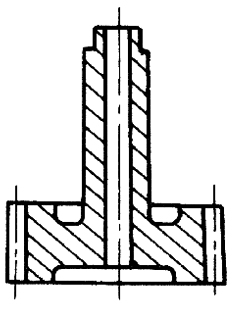
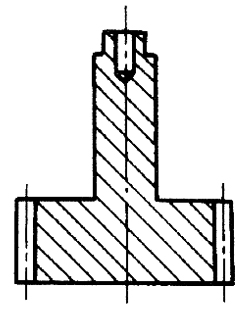
加开工艺孔,使零件截面较均匀 |
|
|
变盲孔为通孔 |
 齿部槽部G42 |
 齿部槽部G42 |
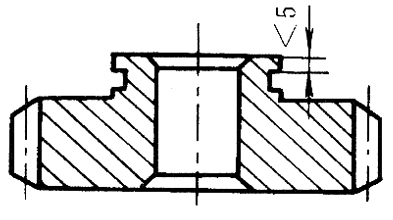
拨叉槽部的一侧厚度不得小于5mm |
|
 G42 |
盲孔改为通孔,以使厚薄均匀 |
 齿部G42 |
形状不改变,仅由全部淬火改为齿根高频淬火 | |
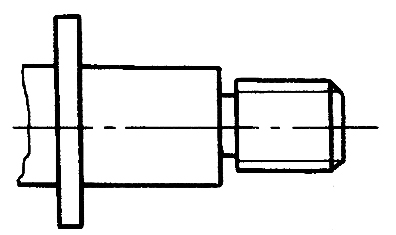
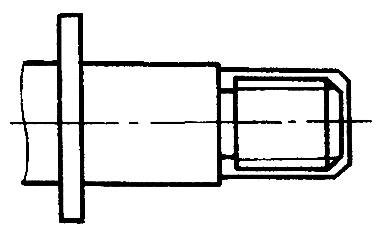
防止螺纹脆裂
| 图 例 | 说 明 | |
|---|---|---|
| 改 进 前 | 改 进 后 | |
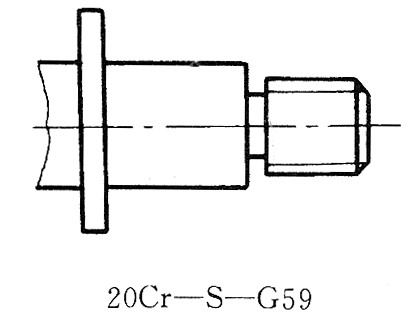
 45-G48 |
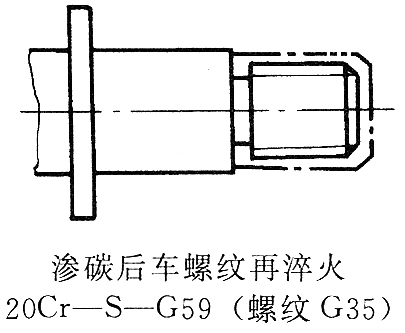
 45-G48(螺纹G35) |
螺纹在淬火前已车好,则在淬火时用石棉泥、铁丝包扎防护,或用耐火泥调水玻璃防护 |
|
|
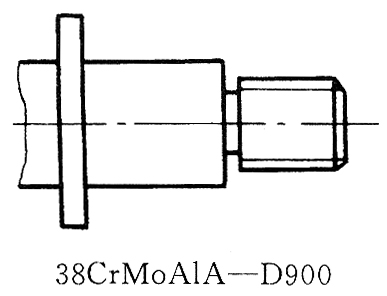
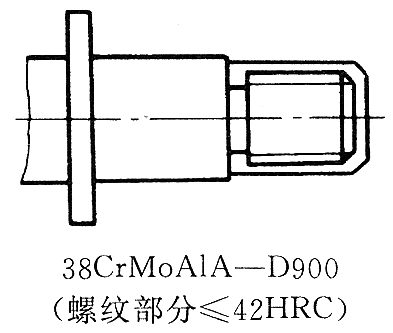
渗碳件螺纹部位采用留加工余量的方法,或螺纹先车出,采用直接防护方法(镀铜、涂膏剂等) |
|
|
渗氮件螺纹部位采用留加工余量的方法,或螺纹先车出,采用直接涂料或电镀防护 |
避免孔距离边缘太近
| 图 例 | 说 明 | |
|---|---|---|
| 改 进 前 | 改 进 后 | |
|
|
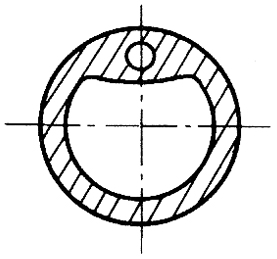
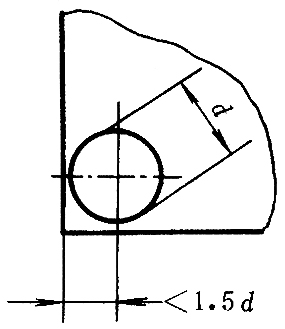
避免危险尺寸或太薄的边缘。当零件要求必须是薄边时,应在热处理后成形(加工去多余部分) |
|
|
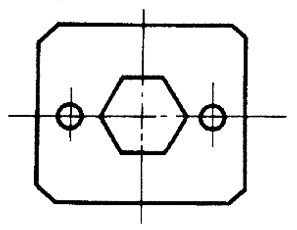
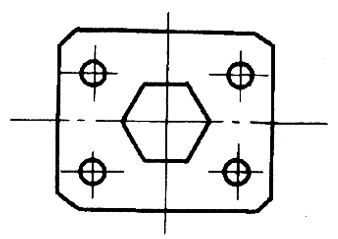
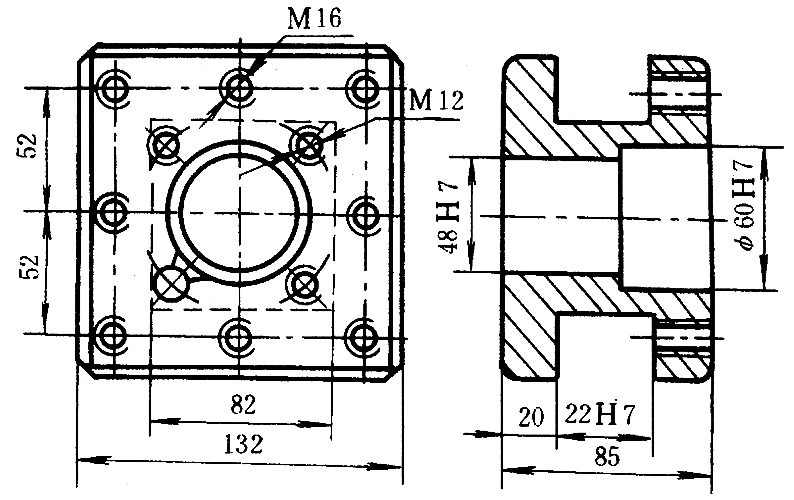
改变冲模螺孔的数量和位置,减少淬裂倾向 |
|
|
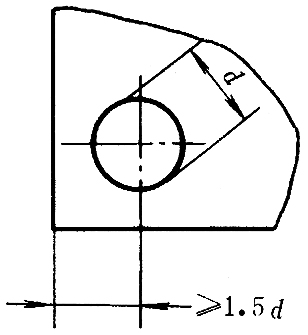
结构允许时,孔距离边缘应不小于1.5d |
|
结构不允许时(如车床刀架),可采用降温预冷淬火方法,以避免开裂 | |
|
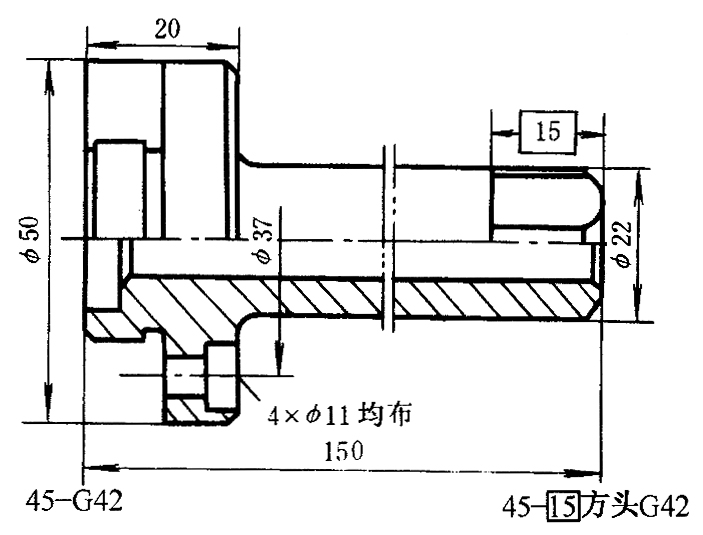
全部淬火时,4孔ф1边缘易开裂;若局部淬火能满足要求,就不必全部淬火 | |
形状复杂的零件,避免选用要求水淬的钢
| 图 例 | 说 明 | |
|---|---|---|
| 改 进 前 | 改 进 后 | |
|
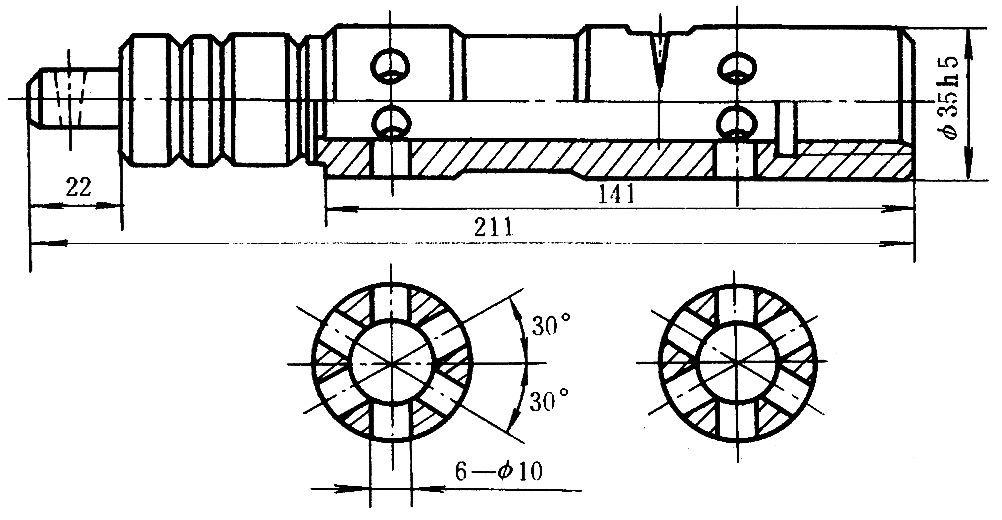
改进前,用45钢水淬,6×ф10孔处易开裂,整个工件易发生弯曲变形,且不易校直;改用40Cr钢油淬,减少了开裂倾向 | |


