本页导航
广告链接
工程塑料零件结构设计的注意事项
工程塑料零件结构设计的注意事项
一般工程塑料零件的结构设计注意事项见下表。塑料壳体设计和嵌入件配合设计参见机架篇相关内容。
| 注 意 事 项 | 图 例 | ||
|---|---|---|---|
| 改 进 前 | 改 进 后 | ||
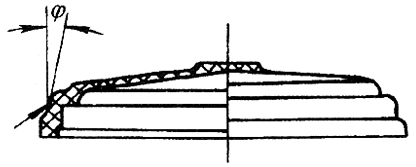
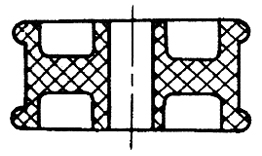
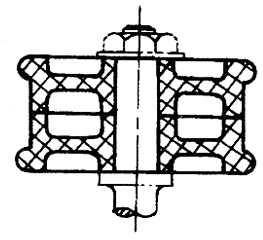
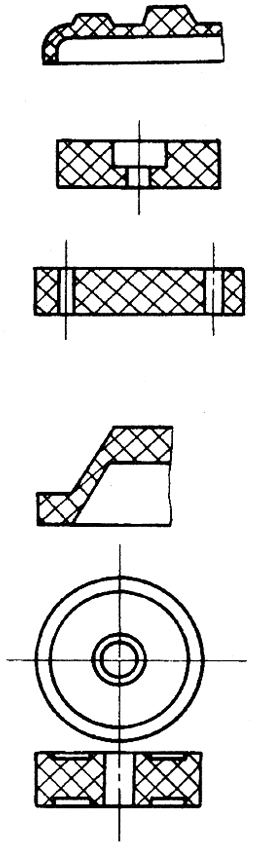
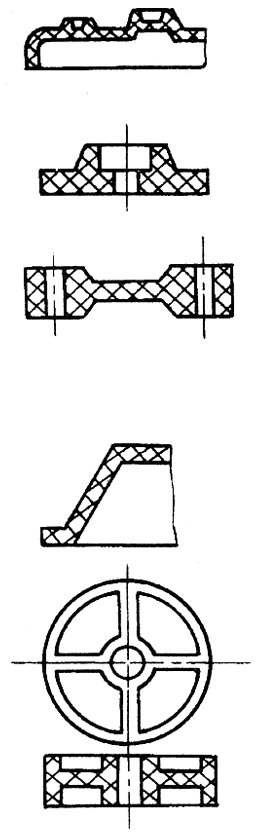
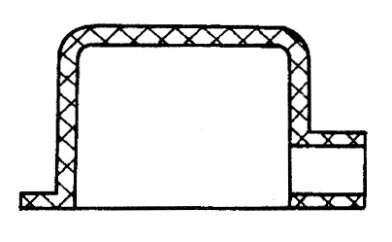
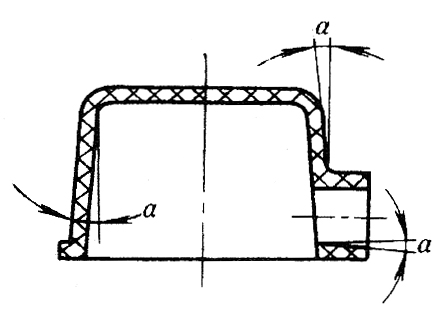
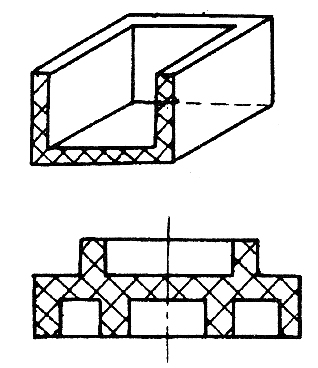
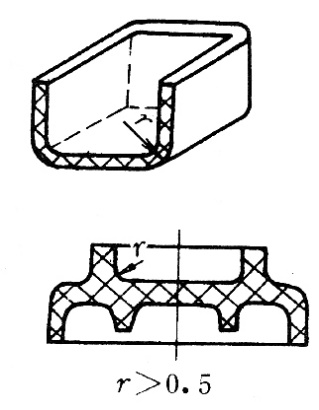
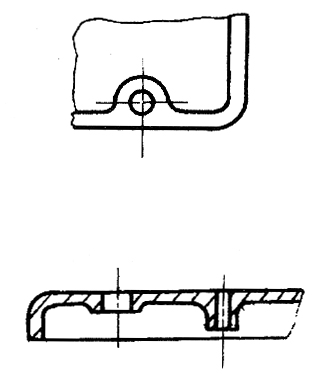
| 简化模具 | 避免凹陷,方便出模,改进前需用可拆开的模具,生产率较低,成本较高 |
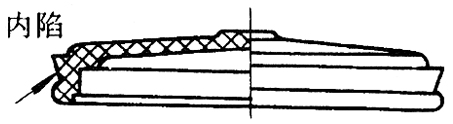
|
|
|
|
||
|
|
||
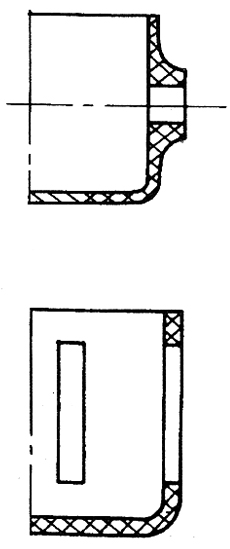
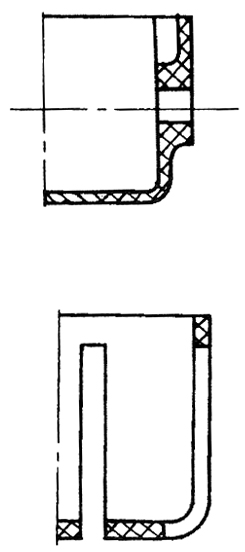
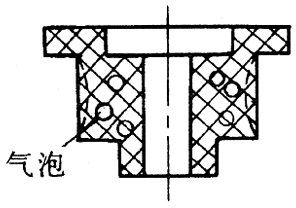
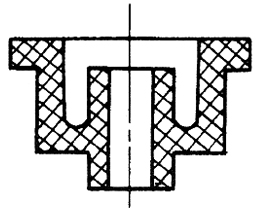
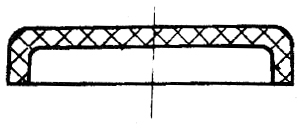
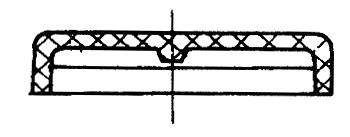
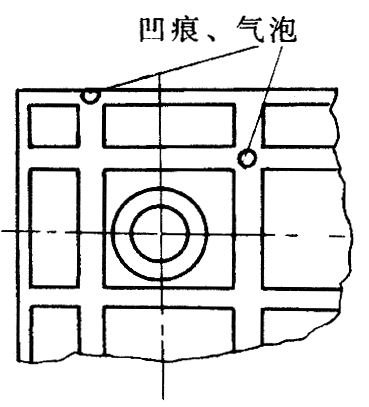
| 壁厚力求均匀 | 壁厚不均匀处易产生气泡和收缩变形,甚至产生应力裂纹 |
|
|
|
|
||
| 足够的脱模斜度 | 斜度大小与塑料性质、收缩率、厚度、形状有关,一般为15′~1° |
|
|
| 避免锐角与直角过渡 | 尖角处应力集中易产生裂纹,影响工件强度 |
|
|
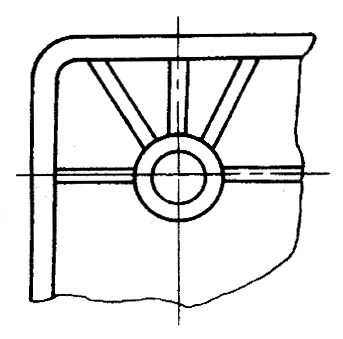
| 合理设计肋板 | 采用加强肋可节省材料,提高工件刚度、强度,防止翘曲 |
|
|
|
|
||
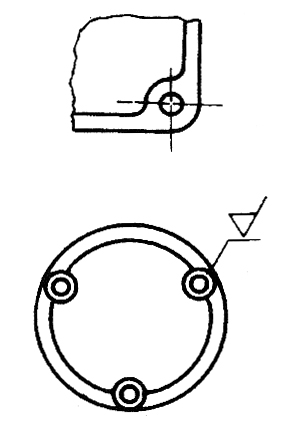
| 合理设计凸台 |
凸台尽量位于转角处 凸台高度应不大于其直径的2倍 凸台不能超过3个,如超过3个则应进行机械加工 |
|
|


