本页导航
广告链接
各种锻造方法及其特点
锻造方法与金属的可锻性
锻压方法及其适用性
表 2-3-1
| 加工方法 | 使用设备 | 特点及适用范围 | 生产率 | 设备费用 | 锻件精度 | 模具质量要求 | 模具寿命 | 机械化及自动化 | 劳动条件 | 对环境的影响 |
|---|---|---|---|---|---|---|---|---|---|---|
| 自由锻 | 手工锻 | 单件、小批,小型锻件 | - | 很低 | 低 | - | - | - | 差 | - |
| 自由锻 | 3t以下自由锤锻 | 单件、小批,小型锻件 | 中 | 低 | 低 | - | - | 较难 | 差 | 振动噪声 |
| 自由锻 | 3t以上自由锤锻 | 单件、小批,中型锻件 | 中 | 中 | 低 | - | - | 较难 | 差 | 振动噪声 |
| 自由锻 | 12500kN以下自由锻水压机 | 单件、小批,中型锻件 | 中 | 高 | 低 | - | - | 较易 | 较好 | - |
| 自由锻 | 12500~120000kN自由锻水压机 | 单件、小批,大型及特大型锻件 | - | 很高 | 低 | - | - | 较易 | 较好 | - |
| 胎模锻 | 利用自由锻锤及水压机 | 中小批,中小型锻件。用胎模成形,提高锻件质量和设备的生产效率 | 较高 | 低、中 | 中 | 低 | 低 | 较难 | 差 | - |
| 模锻 | 有砧座模锻锤 | 大批量,中小型模锻件;可在一台设备上拔长、聚料、预锻、终锻 | 高 | 中 | 中 | 高 | 中 | 较难 | 差 | 振动噪声 |
| 模锻 | 无砧座模锻锤 | 大、中批,中小型模锻件;单模膛模锻 | 高 | 较低 | 中 | 高 | 中 | 较难 | 较差 | 噪声 |
| 模锻 | 热模锻压力机 | 大、中批,中小型模锻件;大批量需配备制坯设备;亦可用于精密模锻 | 很高 | 高 | 较高 | 较高 | 较高 | 易 | 好 | - |
| 模锻 | 平锻机 | 大批大量。适用于法兰轴、带孔模锻件;多模膛模锻 | 高 | 高 | 较高 | 高 | 较高 | 易(水平分模) | 较好 | 噪声 |
| 模锻 | 螺旋压力机 | 大、中批,中小型模锻件;一般是单模膛模锻;可进行精密模锻;大型精密模锻件用液压螺旋压力机 | 较高 | 较高 | 高 | 高 | 中 | 较易 | 好 | 噪声 |
| 模锻 | 高速锤 | 中、小批。单模膛模锻;用于锻制低塑性合金锻件和薄壁高筋复杂模锻件 | 中 | 中 | 高 | 高 | 较低 | 较难 | - | 噪声 |
| 模锻 | 多向模锻水压机 | 大批,可锻制不同方向具有多孔腔的复杂模锻件 | 中 | 高 | 高 | 高 | 高 | 易 | 较好 | - |
| 模锻 | 模锻水压机 | 小批,锻制大型非铁合金模锻件 | 中 | 很高 | 高 | 高 | 高 | 较易 | - | - |
| 精密锻造 | 精密锻轴机 | 大批,锻制空心和实心阶梯轴 | 中 | 高 | 高 | 高 | 中 | 较易 | - | 噪声 |
| 挤压之冷挤 | 冷挤压力机 | 大批大量,钢及非铁合金小型零件 | 高 | 高 | 高 | 高 | 高 | 较易 | 好 | - |
| 挤压之温热挤 | 机械压力机、螺旋压力机、液压机 | 大批大量,挤压不锈钢、轴承钢零件以及非铁合金的坯料 | 高 | 高 | 较高 | 高 | 中 | 较易 | 好 | - |
| 镦锻 | 多工位冷镦机 | 大批大量生产标准件 | 很高 | 高 | 高 | 高 | 高 | 易 | 好 | 噪声 |
| 镦锻 | 多工位热镦机 | 大批大量生产轴承环、齿轮、汽车锻件 | 很高 | 高 | 较高 | 高 | 高 | 易 | 好 | 噪声 |
| 镦锻 | 电热镦机 | 大批大量生产大头螺杆锻件 | 高 | 中 | 中 | 中 | 高 | 易 | 好 | - |
| 轧锻之纵轧 | 二辊或三辊轧机 | 成批大量。可改制坯料,轧等截面或周期截面坯料。冷轧或热轧 | 高 | - | 中 | - | - | 易 | - | - |
| 轧锻之辊轧 | 辊锻机 | 大批大量。辊锻扳手、叶片等。亦可用于模锻前制坯 | 高 | 中 | 中 | 高 | 高 | 易 | 好 | - |
| 轧锻之楔形模横轧 | 平板式、辊式、行星式楔形横轧机 | 大批大量。可轧锻圆形变截面零件,如带台阶、锥面或球面的轴类件以及双联齿轮坯等 | 高 | 高 | 高 | 高 | 高 | 易 | 好 | - |
| 轧锻之螺旋孔型斜轧 | 二辊或三辊斜轧机 | 大批大量生产钢球、丝杆等 | 高 | 高 | 高 | 高 | 高 | 易 | 好 | - |
| 轧锻之仿形斜轧 | 三辊仿形斜轧机 | 大批大量生产实心或空心台阶轴、纺锭杆等 | 高 | 高 | 高 | 中 | 高 | 易 | 好 | - |
| 轧锻之碾扩 | 扩孔机 | 大批大量生产大、小环形锻件 | 高 | 中 | 高 | 中 | 高 | 易 | 好 | - |
| 轧锻之齿轮轧制 | 齿轮轧机 | 大批大量生产。热轧后冷轧,可大大提高精度 | 高 | 高 | - | 高 | - | 易 | 好 | - |
| 轧锻之摆动碾压 | 摆动碾压机 | 中、小批生产盘类、轴对称类锻件。要求配备制坯设备。可热碾、温碾和冷碾 | 中 | 高 | 高 | 高 | 中 | 较易 | 好 | - |
各种锻造方法的应用范围
表 2-3-2
| 锻造方法 | 示 意 图 | 零 件 形 状 | 锻 造 范 围 | 合适批量 |
|---|---|---|---|---|
| 自 由 锻 |
|
只能锻出简单形状。精度低,表面状态差。除要求很低的尺寸和表面外,零件的形状和尺寸需通过切削加工来达到 | 5t自由锻锤可锻出350~700kg的钢锻件 120000kN自由锻水压机可锻出150t以上的钢锻件 | 单件、小批 |
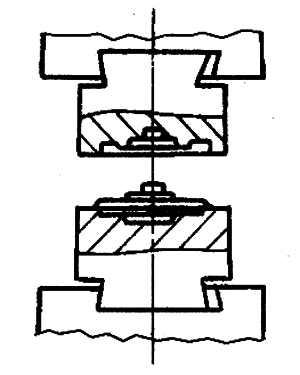
| 胎 模 锻 |
|
可锻出复杂的形状(压力机上模锻最优,锤上模锻次之,胎模锻再次之)。尺寸精度较高,表面状态较好。在零件的非配合部分,可以保留毛坯面(黑皮)。黑皮部分的尺寸精度要求,不应超过规定标准。形状(模锻斜度、圆角半径、肋的高度比、腹板厚度等)应适应工艺要求 | 一般锻造50kg以下的钢锻件 用大型自由锻水压机可锻出重达500kg的钢胎模锻件 | 中、小批 |
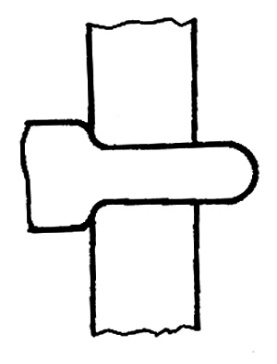
| 锤 上 模 锻 |
|
5t模锻锤可锻投影面积达1250cm2的钢模锻件 16t可锻4000cm2的钢模锻件。100t·m的无砧座模锻锤可锻投影面积达10000cm2的钢模锻件 | 大、中批 | |
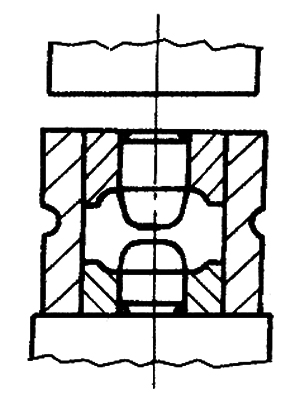
| 压 力 机 上 模 锻 |
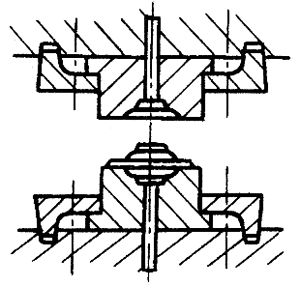
|
40000kN热模锻压力机可锻投影面积达650cm2的钢模锻件 120000kN压力机可锻2000cm2的钢模锻件 | 大、中批 | |
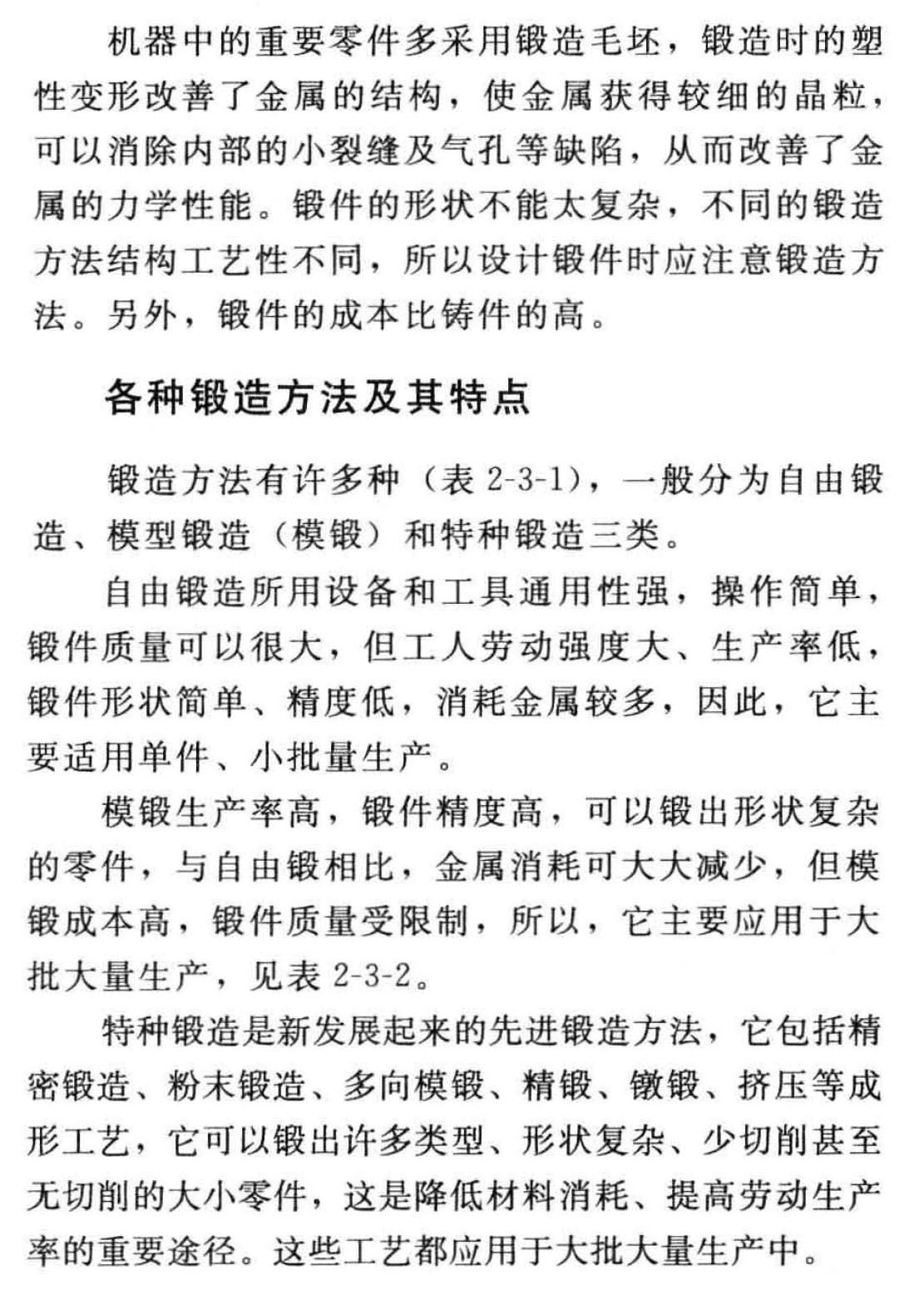
| 平 锻 机 上 顶 锻 |
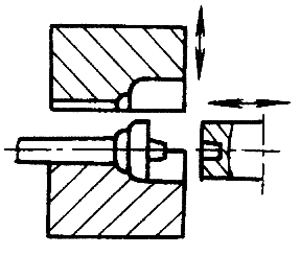
|
用以锻造带实心或空心头部的杆形零件。尺寸精度较高,表面状态较好 | 10000kN平锻机可顶锻φ140mm钢棒料。31500kN平锻机可顶锻φ270mm钢棒料 | 大批 |


