本页导航
广告链接
自由锻件的结构设计工艺性
锻造方法对锻件结构设计工艺性的要求
设计锻造的零件应根据零件生产批量、形状和尺寸,以及现有的生产条件,选择技术上可行、经济上合理的锻造方法,再按所选用的锻造方法的工艺性要求进行零件的结构设计。在设计可锻性较差的金属锻件时, 应力求形状简单,截面尽量均匀。
自由锻件的结构设计工艺性
自由锻是特大型锻件的唯一生产方法,它的原材料是锭料或轧材。锻件的规格与锻造设备见下表。自由锻件的结构设计工艺性见下表。
锻锤锻造能力范围
①长度尺寸单位为mm。
②m──锻件质量,单位为kg。
| 锻 锤 吨 位 /t | 5 | 3 | 1 | 0.75 | 0.40 | 0.15 | ||
|---|---|---|---|---|---|---|---|---|
| 锻 件 特 征 | 最 大 锻 造 能 力 | |||||||
|
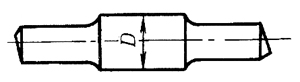
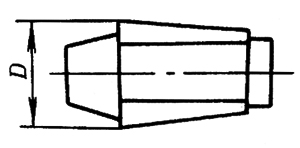
D① m② |
350 1500 |
280 800 |
180 250 |
150 80 |
80 30 |
40 6 |
|
|
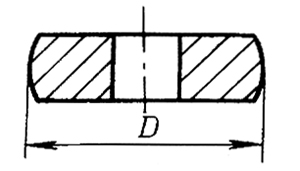
D m |
750 700 |
550 400 |
380 100 |
300 50 |
200 20 |
150 5 |
|
|
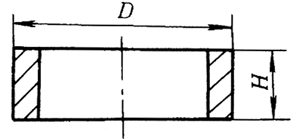
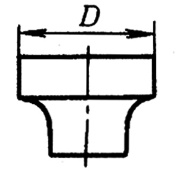
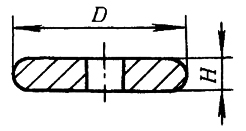
D H |
1000 280 |
650 200 |
400 150 |
300 80 |
200 60 |
150 40 |
|
|
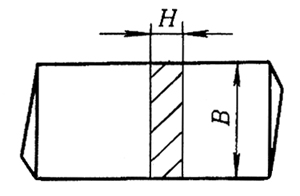
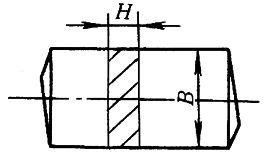
B H≥ m |
500 70 700 |
450 50 400 |
250 30 150 |
180 20 40 |
130 10 18 |
70 7 4 |
|
|
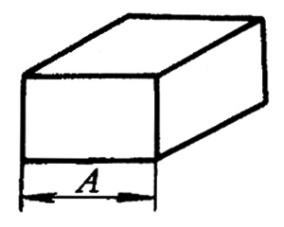
A m |
400 500 |
300 210 |
200 65 |
160 32 |
110 10 |
80 4 |
|
|
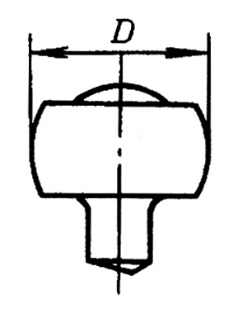
D m |
550 350 |
450 250 |
350 80 |
220 40 |
140 15 |
60 4 |
|
|
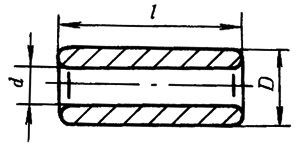
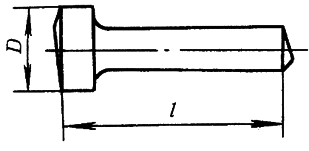
D d l |
450 140~250 700 |
330 100~150 500 |
220 80~120 350 |
150 60~100 250 |
120 50~80 200 |
||
| 参考数据 | 最大行程 | 1500 | 1450 | 1000 | 835 | 700 | 410 | |
| 砧面尺寸 | 710×400 | 600×330 | 410×230 | 345×130 | 265×100 | 200×58 | ||
| 生产能力 /(kg/h) | 500 | 400 | 140 | 100 | 60 | 15 | ||
水压机锻造能力范围
①长度尺寸单位为mm。
②mt──所用钢锭重量,单位为t。
③m──锻件重量,单位为t。
| 水压机吨位/t | 800 | 1250 | 2500 | 3150 | 6000 | 12000 | 备 注 | ||
|---|---|---|---|---|---|---|---|---|---|
| 锻件特征 | 最 大 锻 造 能 力 | ||||||||
|
D① | 740 | 900 | 1360 | 1450 | 2000 | 3000 | ||
| mt② | 7 | 12 | 45 | 50 | 130 | 300 | 主要取决于起重设备 | ||
|
D | 800 | 1100 | 1600 | 1800 | 2600 | 3200 | ||
| mt | 2.5 | 6 | 24 | 30 | 60~90 | 150~230 | 矮胖锭质量可适当的增加 | ||
|
D×l |
ф500× 4500 |
ф750× 14000 |
ф1000× 16000 |
ф1350× 18000 |
ф1900× 20000 |
ф2500× 26000 |
长度取决于辅助设备 | |
| m③ | 4 | 7 | 25 | 30 | 80 | 150 | |||
|
H≥ | 100 | 125 | 140 | 150 | 200 | 400 | ||
| B | 800 | 1000 | 1400 | 1500 | 2200 | 3700 | |||
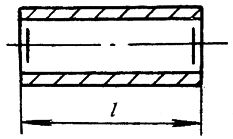
|
l | 2500 | 4000 | 6500 | 10000 | 16000 | 18000 | ||
| m | 1.5 | 3.5 | 14 | 20 | 40 | 130 | |||
|
D | 1000 | 1200 | 1800 | 2000 | 2500 | 3500~5000 | ||
| H≥ | 80~100 | 100~120 | 100~150 | 130~150 | 180~200 | 250~300 | |||
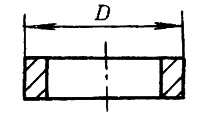
|
D | 1200 | 1600 | 2200 | 2600 | 3800 | 5000~6000 | ||
| 参考数据 | 活动横梁最大行程 | 1000 | 1250 | 1800 | 2000 | 2580 | 3000 | ||
| 活动横梁底面与工作台面最大距离 | 2000 | 2680 | 3400 | 3800 | 6110 | 7000 | |||
| 立柱护套间净距 | 1400×540 | 1800×600 | 2710×910 | 2900×1400 | 4100×1200 | 5000×2150 | |||
| 工作台面尺寸 | 1200×2000 | 1500×3000 | 2000×5000 | 2000×6000 | 3400×9000 | 4000×10000 | |||
| 砧面尺寸 | 850×240 | 1050×300 | 1400×450 | 1500×500 | 2300×600 | 3500×850 | |||
自由锻件结构工艺性
| 注 意 事 项 | 图 例 | |
|---|---|---|
| 改 进 前 | 改 进 后 | |
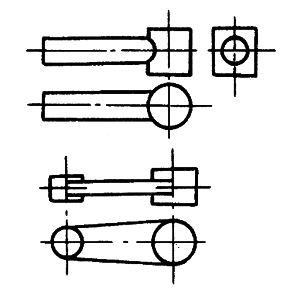
| 避免锥形和楔形 |
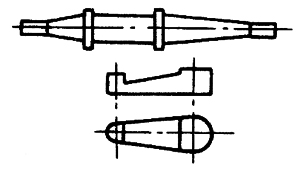
|
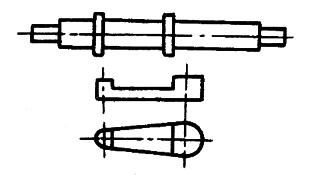
|
| 圆柱形表面与其他曲面交接时,应力求简化 |
|
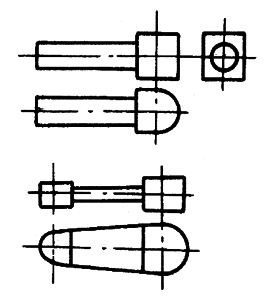
|
| 避免有加肋、工字形截面等复杂形状 |
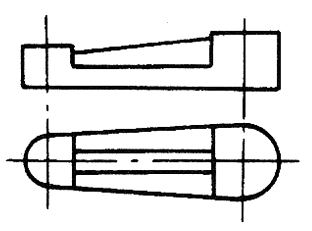
|
|
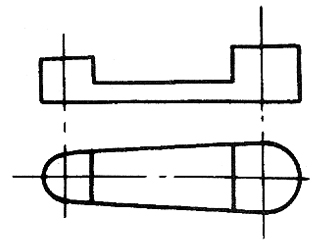
| 避免形状复杂的凸台及叉形件内凸台 |
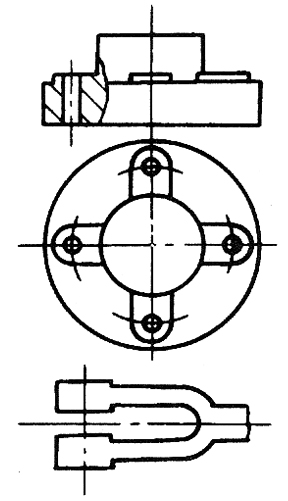
|
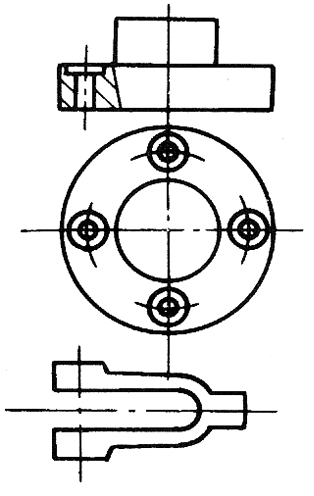
|
| 形状复杂或具有骤变的横截面的零件,必须改为锻件组合或焊接结构 |
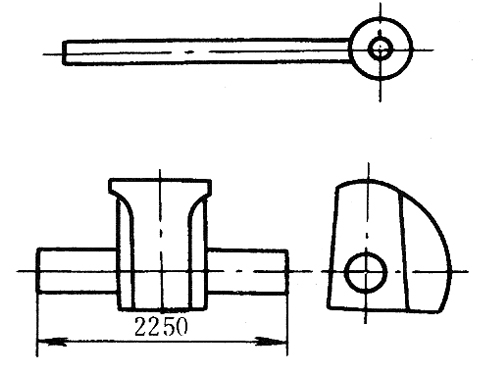
|
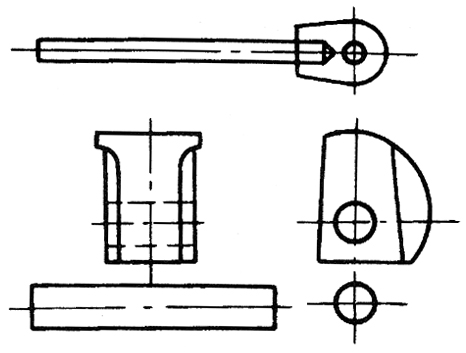
|


