本页导航
广告链接
切削件结构设计工艺性
零件工作图的尺寸标注
| 注意事项 | 图 例 | 说 明 | |
|---|---|---|---|
| 改 进 前 | 改 进 后 | ||
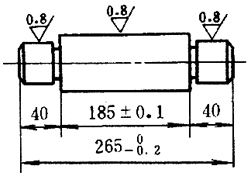
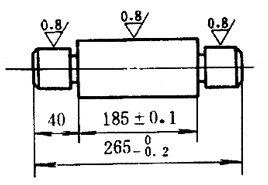
| 选择合理的尺寸封闭环 |
|
|
左图未留尺寸封闭环 |
|
|
封闭环应留在非主要尺寸上 | |
| 加工面与毛坯面的关联尺寸原则上在一个坐标方向,只应当标注一个(当多于一个时,应注明哪一个是划线基准) |
|
|
毛坯面本身的尺寸误差大,一个加工面难以同时满足几个毛坯面的尺寸关系 |
| 零件图上的尺寸、公差、表面粗糙度、技术要求等,尽可能集中标注 |
|
|
阅读方便、清楚、避免加工时出差错 |
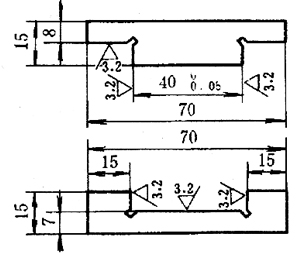
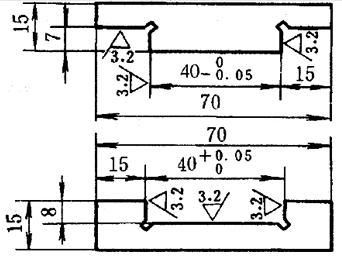
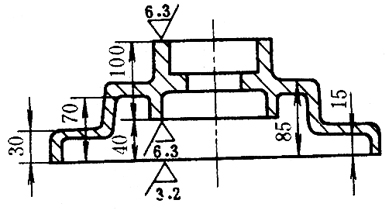
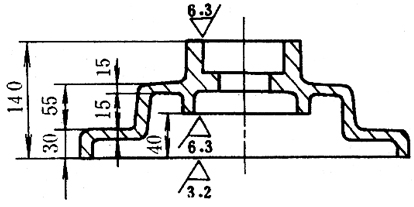
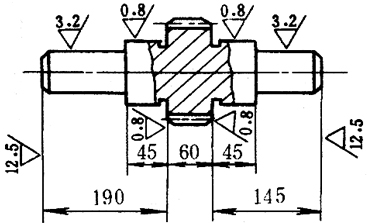
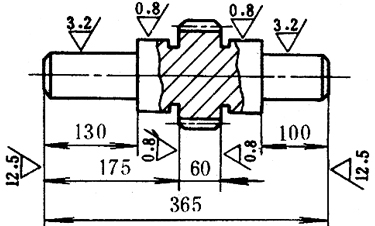
| 尺寸标注应考虑到加工顺序 |
|
|
左图是从精磨的齿轮端面起注尺寸,而此面是最后加工的,应按右图从车削端面起标注为好(有特殊要求者例外) |
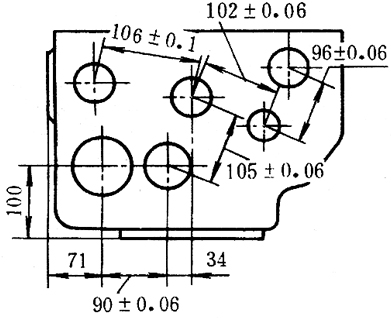
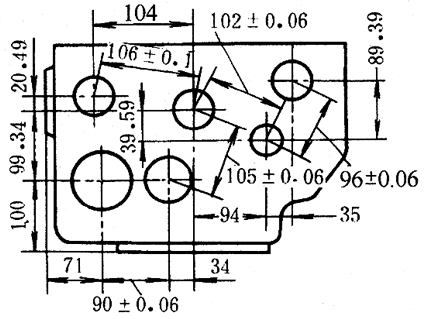
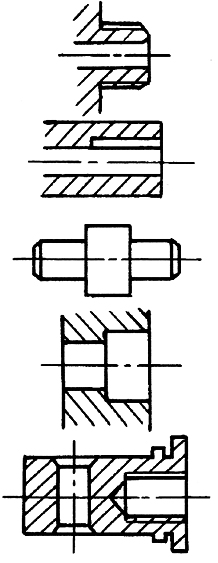
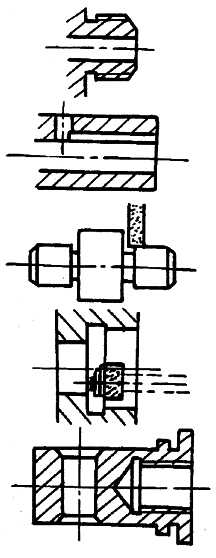
| 尺寸标注应满足加工时的实际要求 |
|
|
箱体孔不仅要注出孔距测量尺寸,而且要注出加工时所需的坐标尺寸 |
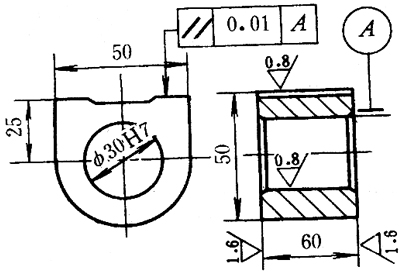
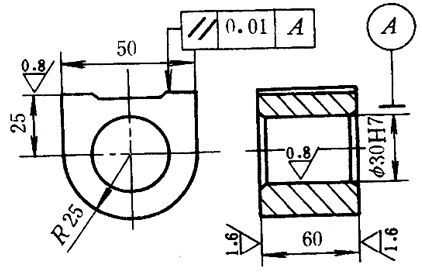
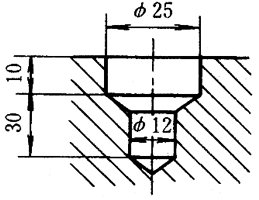
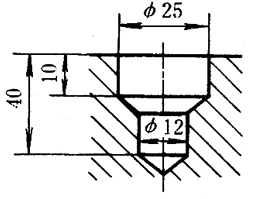
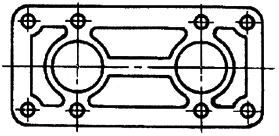
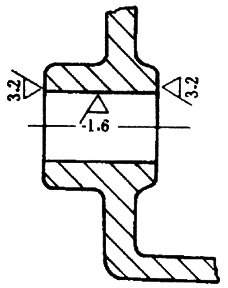
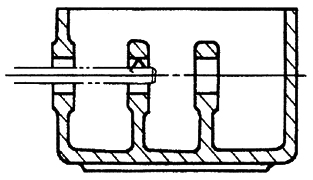
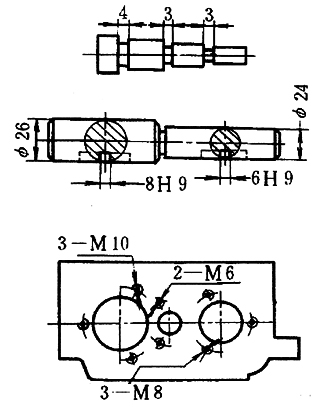
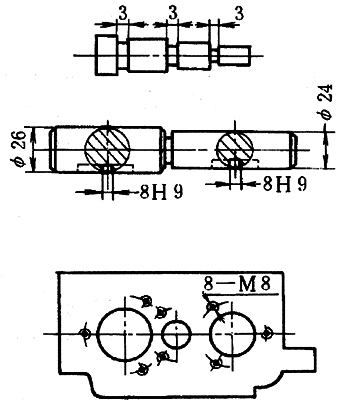
| 尺寸标注应考虑检验和测量方便 |
|
|
分别注出不同直径的钻削深度,便于测量 |
零件安装和夹紧的基面
| 注 意 事 项 | 图 例 | 说 明 | |
|---|---|---|---|
| 改 进 前 | 改 进 后 | ||
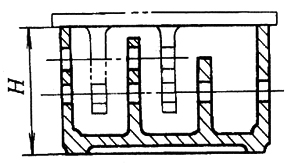
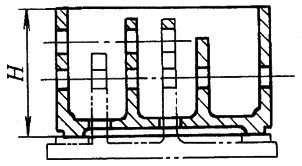
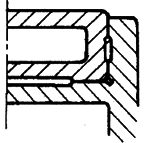
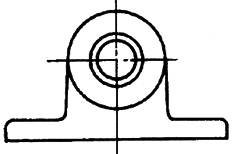
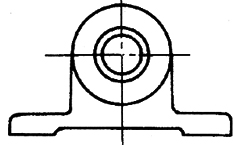
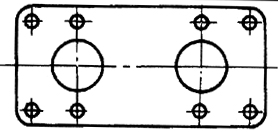
| 设计基面与工艺基面尽可能一致 |
|
|
镗杆支承吊架装在箱体上平面时,尺寸H要求严格,若改到下平面,与安装基面一致,H可为自由尺寸 |
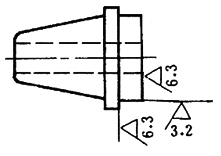
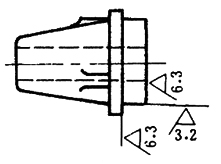
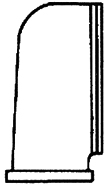
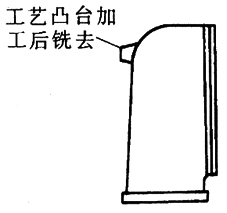
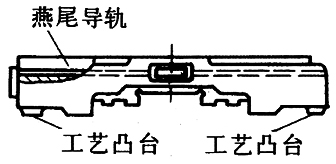
| 不规则外形应设置工艺凸台(此凸台尽可能布置在装夹压力的作用线上) |
|
|
锥形零件应作出装夹工艺面 |
|
|
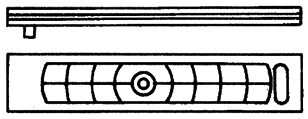
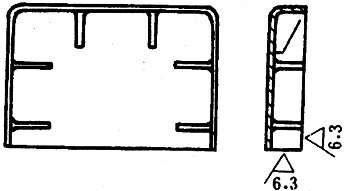
车床小刀架作出工艺凸台,以便加工下部燕尾导轨面 | |
|
|
为加工立柱导轨面,在斜面上设置工艺凸台 | |
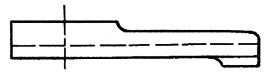
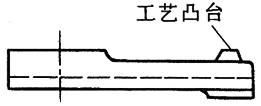
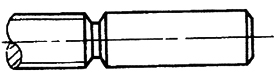
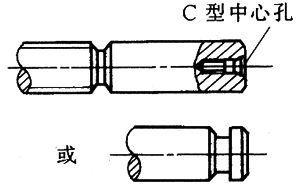
| 大件、沉重刮研件和长轴,应考虑工艺吊装位置 |
|
|
大件、沉重刮研件设置吊装凸耳(或专设吊装孔、吊装螺孔等),以便于加工、刮研、吊运、装配和维修 |
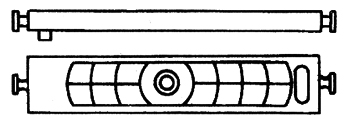
|
|
长轴一端设置吊挂螺孔或吊挂环,以便于吊运、热处理和保管 | |
减少装夹和走刀次数
| 注 意 事 项 | 图 例 | 说 明 | |
|---|---|---|---|
| 改 进 前 | 改 进 后 | ||
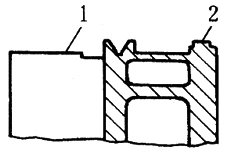
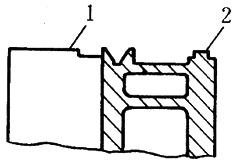
| 力求加工面布置在同一平面上 |
|
|
将1和2面布置在同一平面上,可以一次走刀加工,缩减加工时间,保证加工面的相对位置精度 |
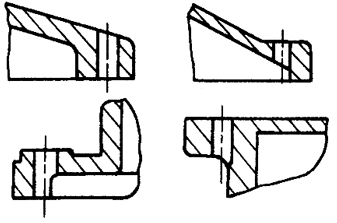
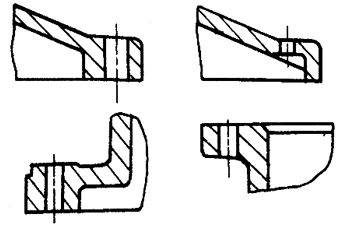
| 尽可能避免倾斜的加工面 |
|
|
减少装夹和机床调整时间 |
| 尽可能避免大件的端面加工 |
|

|
当大件长度超过龙门刨加工宽度时,需落地镗或专用设备,而且装夹费时 |
减少加工面积简化零件形状
| 注 意 事 项 | 图 例 | 说 明 | |
|---|---|---|---|
| 改 进 前 | 改 进 后 | ||
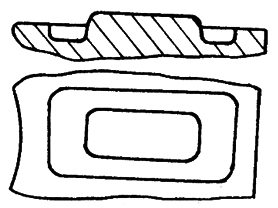
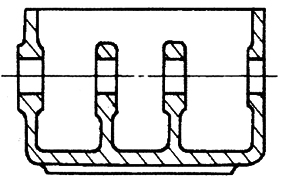
| 减少大面积的加工面 |
|
|
把相配的接触面改成环形带 |
|
|
整个支承面改成部分支承面 | |
|
|
减少大面积的磨削加工面 | |
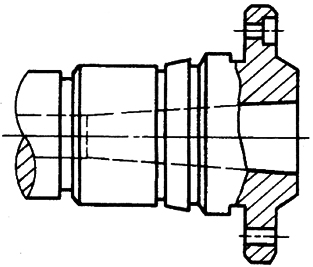
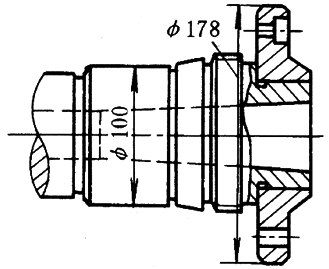
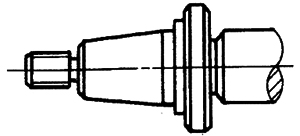
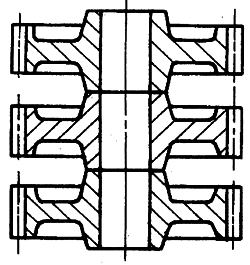
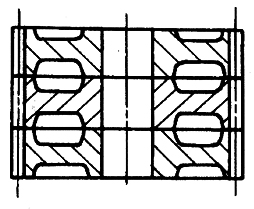
| 减少轴类零件的阶梯差 |
|
|
某些车床主轴以热压组合零件代替大台阶整体零件(在成批生产中可采用模锻) |
|
|
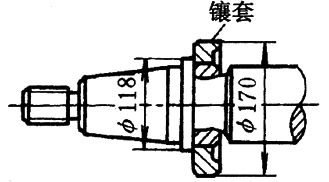
某些磨床主轴以镶套零件代替凸台 | |
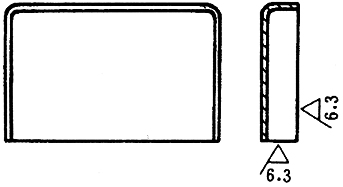
| 采用无切削加工 |
|
|
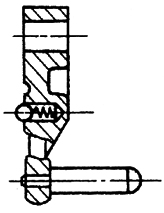
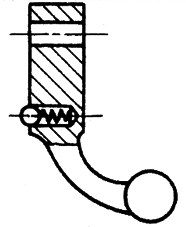
以精铸手柄代替加工件手柄,无需加工,且外形美观 |
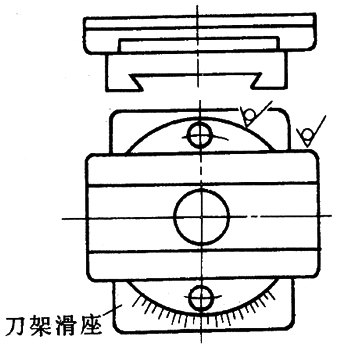
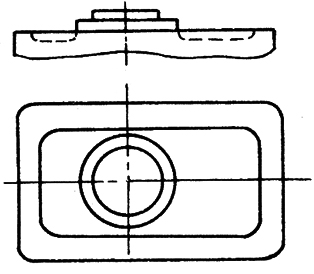
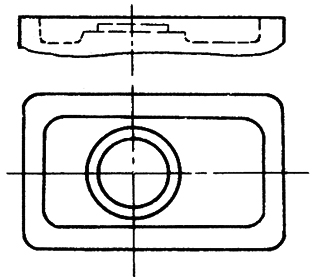
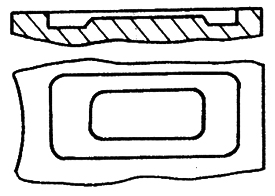
| 简化工艺复杂的结构 |
|
|
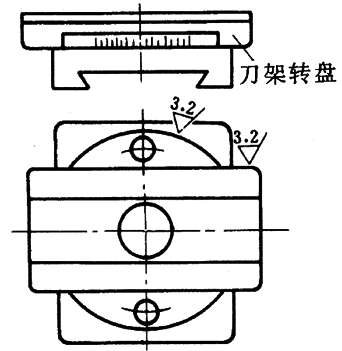
在刀架转盘圆柱面上刻度,四周要进行复杂加工,改在刀架滑座水平面上刻度后,工艺性得到改善 |
避免内凹表面及内表面的加工
| 注 意 事 项 | 图 例 | 说 明 | |
|---|---|---|---|
| 改 进 前 | 改 进 后 | ||
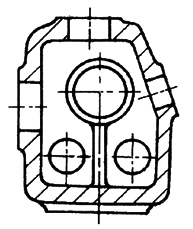
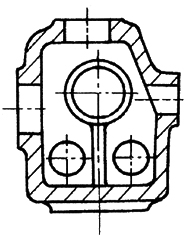
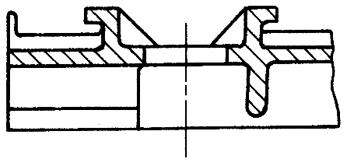
| 避免在加工平面中间设置凸台 |
|
|
改进后可采用高效率加工方法(结构有特殊要求者例外) |
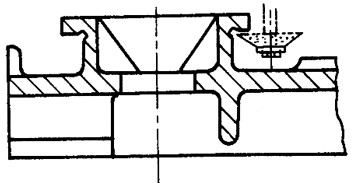
| 避免把加工平面布置在低凹处 |
|
|
改进后可采用高效率加工方法(结构有特殊要求者例外) |
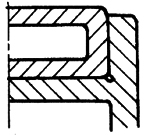
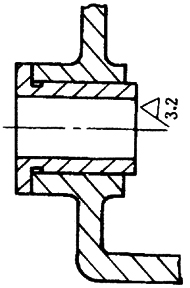
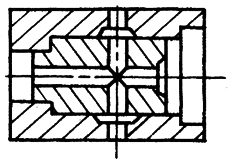
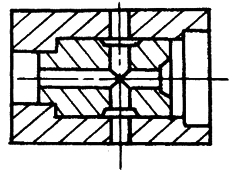
| 避免箱体孔的内端面加工 |
|
|
箱体孔的内端面加工比较困难,可用镶套零件代替 |
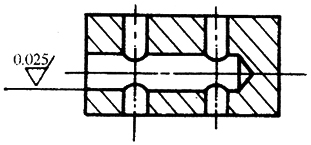
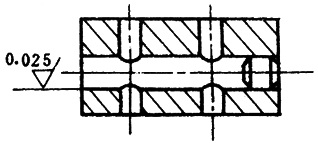
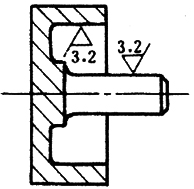
| 精加工孔尽可能做成通孔 |
|
|
研磨孔做成通孔,改善了加工条件,较易保证加工精度,也便于测量 |
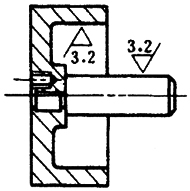
| 以外表面加工代替内表面加工 |
|
|
将配合孔内的内沟槽改为轴上的外沟槽,加工方便 |
| 设置必要的工艺孔 |
|
|
左图右壁未设工艺孔,镗内孔时要配作镗杆支承套,不便加工;设工艺孔后,可在箱体外支承镗杆,改善了加工条件 |
| 进行合适的组合,减少内凹面的加工 |
|
|
将难加工的内表面改在单独零件上,改善了加工条件,并可提高加工质量 |
保证零件加工时必要的刚性
| 注 意 事 项 | 图 例 | 说 明 | |
|---|---|---|---|
| 改 进 前 | 改 进 后 | ||
| 增设必要的加强肋 |
|
|
较大面积的薄壁零件,刚性不好,应增设必要的加强肋 |
| 设置支承用工艺凸台 |

|
|
铣床工作台底座支承面积小,加工小平面及燕尾导轨时,振动大,增设工艺凸台后,提高了刚性,并使装夹容易 |
| 零件形状适应加工方法 |
|
|
在可能情况下,改为右图,可提高加工时的刚性 |
零件结构要适应刀具尺寸
| 注 意 事 项 | 图 例 | 说 明 | |
|---|---|---|---|
| 改 进 前 | 改 进后 | ||
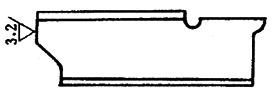
| 应考虑刀具退出时所需的退刀槽 |
|
|
1.保证刀具能自由退刀 2.避免刀具损坏和过早磨损 3.提高加工质量 4.避免设备事故 |
| 当尺寸差别不大时,零件各结构要素,如沟、槽、孔、窝等,应尽可能一致 |
|
|
1.减少刀具种类 2.减少更换刀具等辅助时间 |
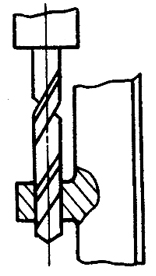
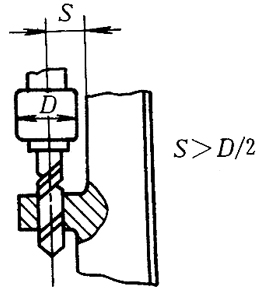
| 应考虑刀具能正常地进刀和退刀 |
|
|
尽可能避免在斜面上钻孔和钻不完整孔,以防止刀具损坏和提高加工精度及切削用量 |
|
|
应保证砂轮自由退出和加工的空间 | |
| 尽可能采用标准刀具 |
|
|
尽量不采用接长钻头等非标准刀具 |


