本页导航
广告链接
粉末冶金零件结构设计的注意事项
粉末冶金零件结构设计的注意事项
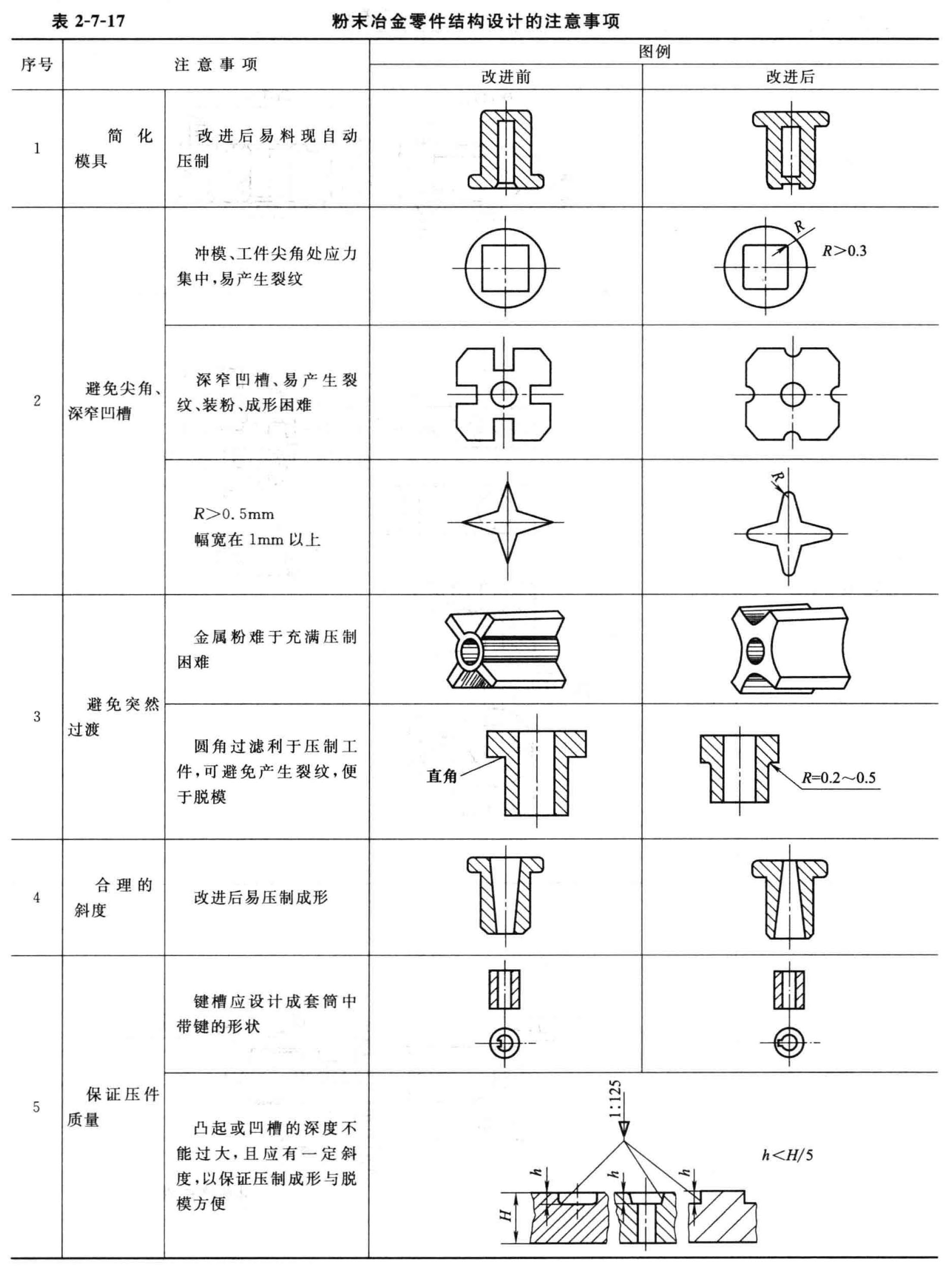
| 注 意 事 项 | 图 例 | ||
|---|---|---|---|
| 改 进 前 | 改 进 后 | ||
| 简化模具 | 改进后易实现自动压制 |
|
|
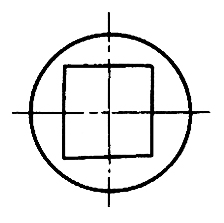
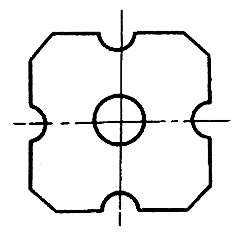
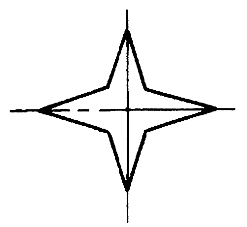
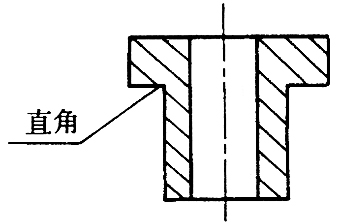
| 避免尖角、深窄凹槽 | 冲模、工件尖角处应力集中,易产生裂纹 |
|
|
| 深窄凹槽易产生裂纹,装粉、成型困难 |
|
|
|
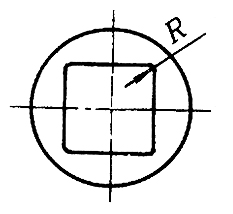
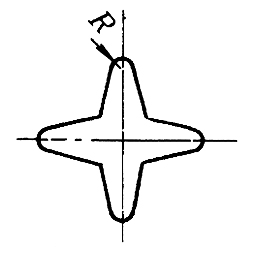
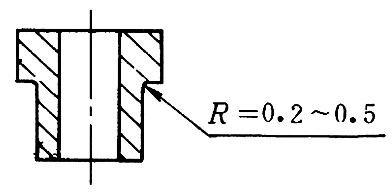
| R>0.5mm,幅宽在1mm以上 |
|
|
|
| 避免突然过渡 | 金属粉难于充满压制困难 |
|
|
| 圆角过渡利于压制工件,可避免产生裂纹,便于脱模 |
|
|
|
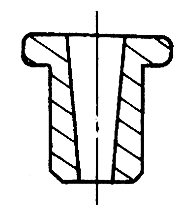
| 合理的斜度 | 改进后易压制成型 |
|
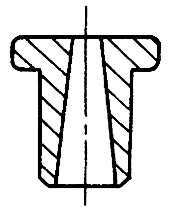
|
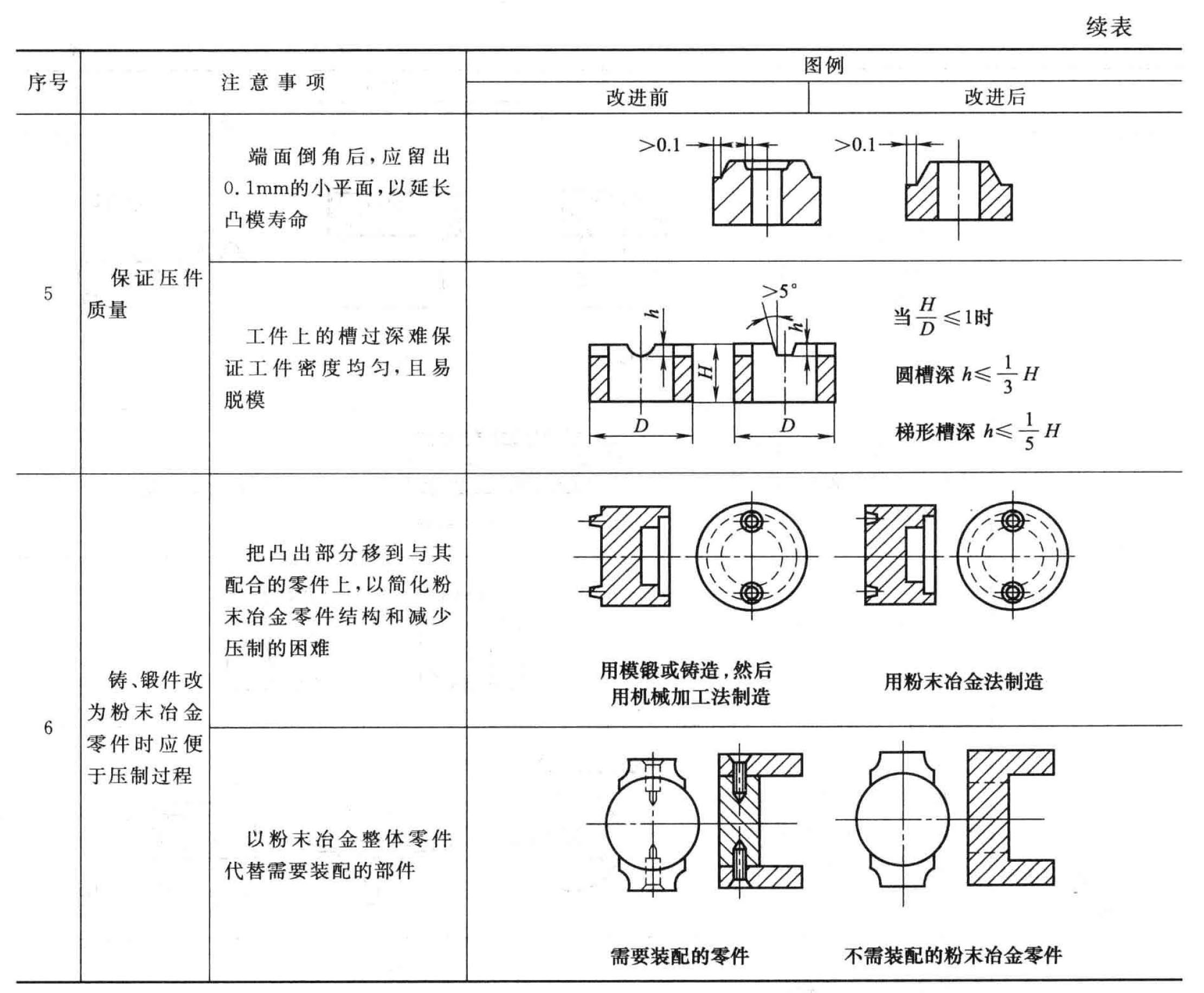
| 铸、锻件改为粉末冶金零件时应便于压制过程 | 把凸出部分移到与其配合的零件上,以简化粉末冶金零件结构和减少压制的困难 |
|
|
| 以粉末冶金整体零件代替需要装配的部件 |
|
||
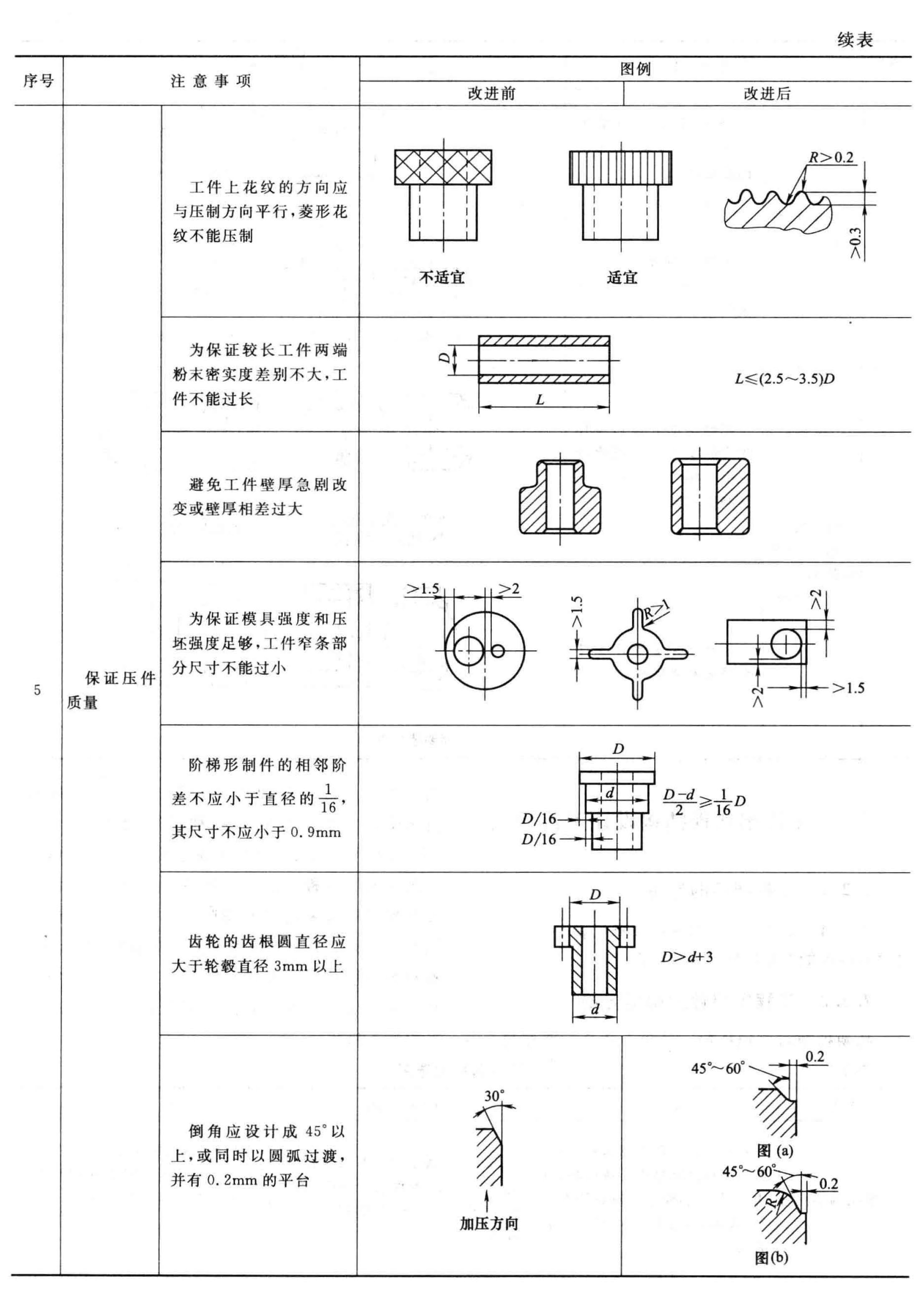
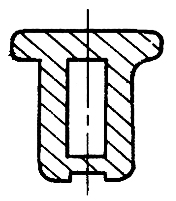
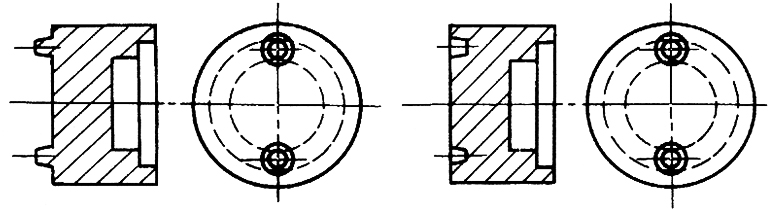
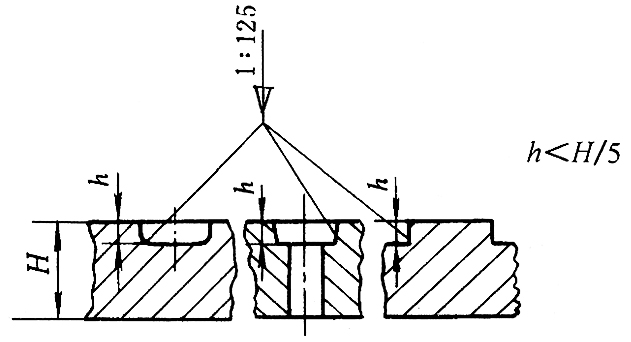
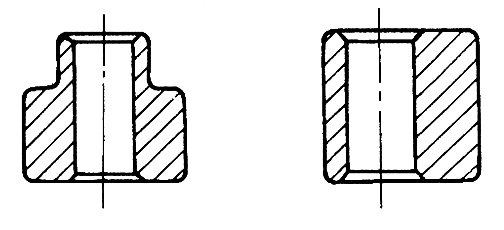
| 保证压件质量 | 凸起或凹槽的深度不能过大,且应有一定斜度,以保证压制成型与脱模方便 |
|
|
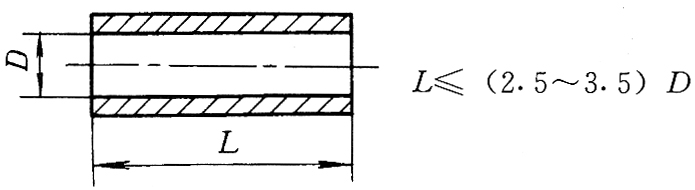
| 为保证较长工件两端粉末密实度差别不大,工件不能过长 |
|
||
| 避免工件壁厚急剧改变或壁厚相差过大 |
|
||
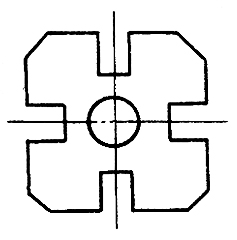
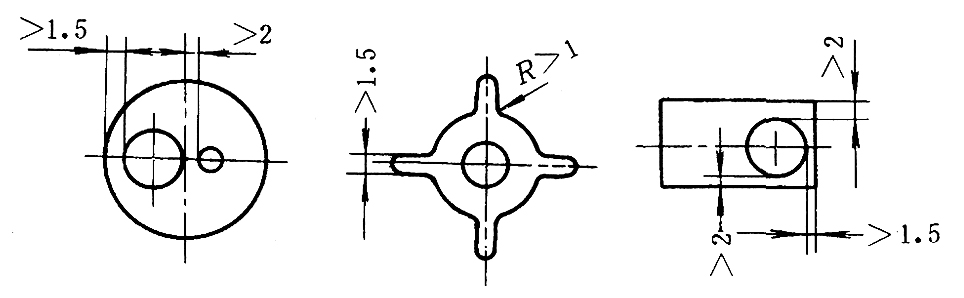
| 为保证模具强度和压坯强度足够,工件窄条部分尺寸不能过小 |
|
||
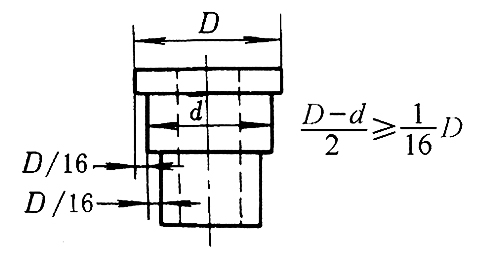
| 阶梯形制件的相邻阶差不应小于直径的1/16,其尺寸不应小于0.9mm |
|
||
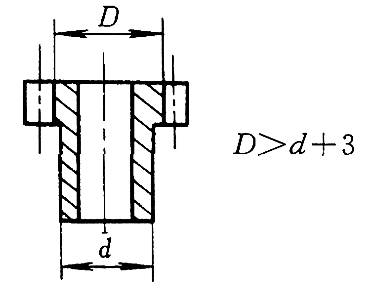
| 齿轮的齿根圆直径应大于轮毂直径3mm以上 |
|
||
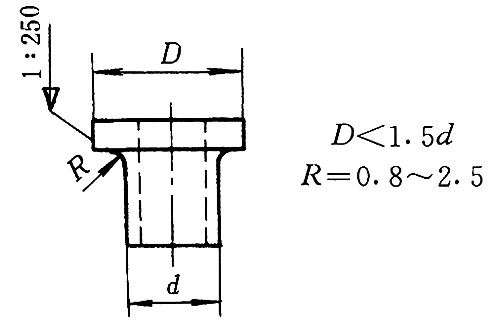
| 长度大于18~20mm的工件,法兰直径不应超过轴套直径的1.5倍,法兰根部应有圆角 |
|
||
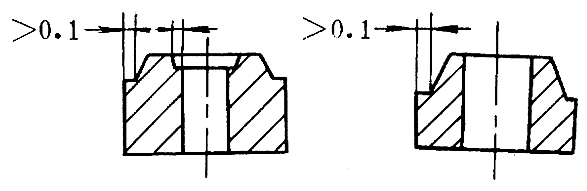
| 端面倒角后,应留出0.1mm的小平面,以延长凸模寿命 |
|
||
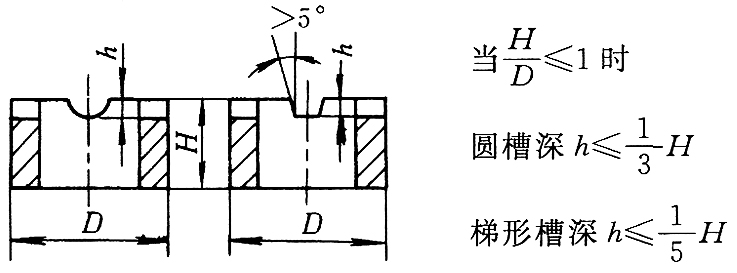
| 工件上的槽过深难保证工件密度均匀,且易脱模 |
|
||
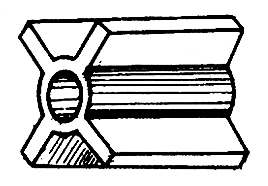
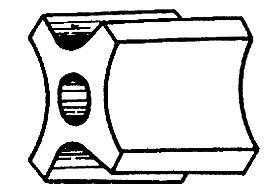
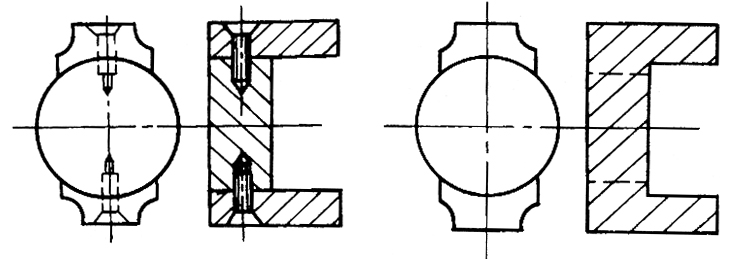
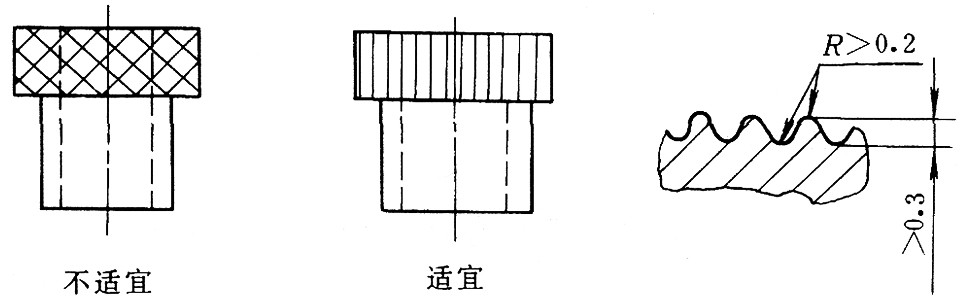
| 工件上花纹的方向应与压制方向平行,菱形花纹不能压制 |
|
||


