本页导航
广告链接
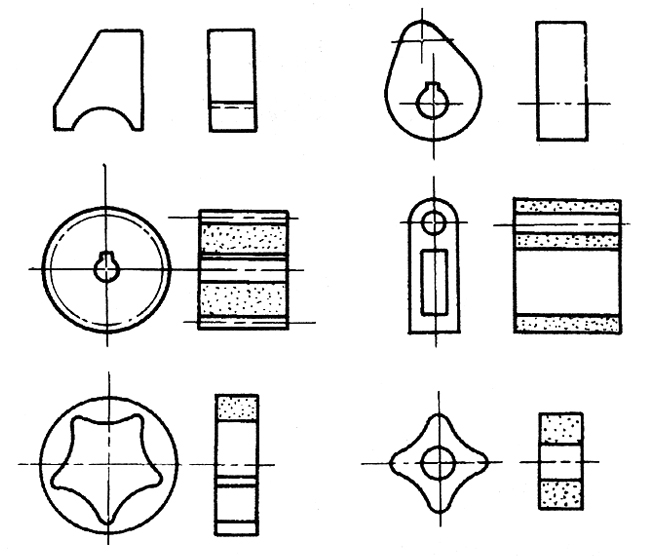
可以压制成型的零件结构
| 名 称 | 举 例 | 简 要 说 明 |
|---|---|---|
| 无台柱体类 |
|
沿压制方向的横截面无变化,压制时,粉末无需横向流动,各处压缩比相等,密度最易均匀 任何异形的横截面,对压制并不增加特殊困难,但长(高)度方向尺寸,受上下密度允许差的限制,过于薄壁(<1mm)和尖角应避免 |
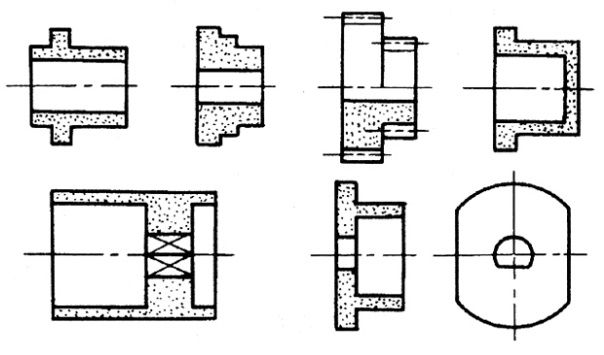
| 带台柱体类 |
|
沿压制方向的横截面有突变,模具结构稍复杂,外台较内台、多台较少台以及外台在中间较在一端难度大,密度均匀性较无台类差 |
| 带球面类 |
|
球台表面压制时易出现皱纹,可在烧结后滚压消除,脱模较复杂 小于球径的局部球面,成型无特殊困难 |
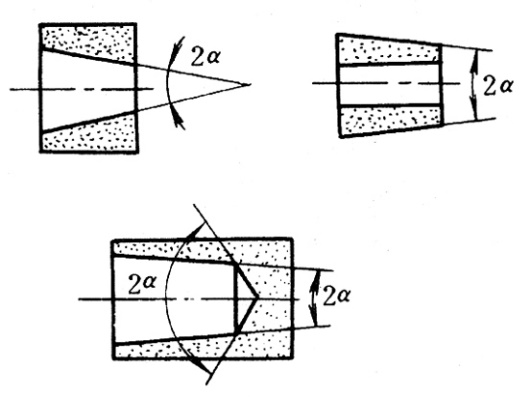
| 带锥面类 |
|
横截面渐变,锥角2α越小(接近0°)或越大(接近80°)压制困难越少,2α在90°左右应尽量避免锥台大小端尺寸不宜相差太大 |
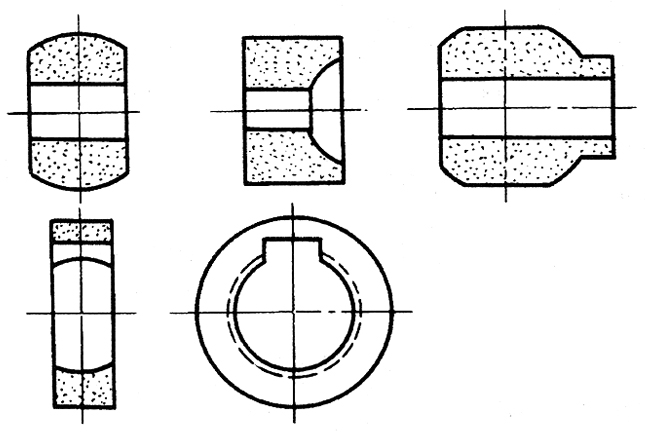
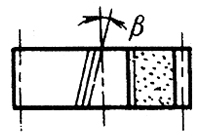
| 带螺旋面类 |
|
螺旋面模具结构及加工角复杂,螺旋角β小易成型,最大β角不宜大于45° |
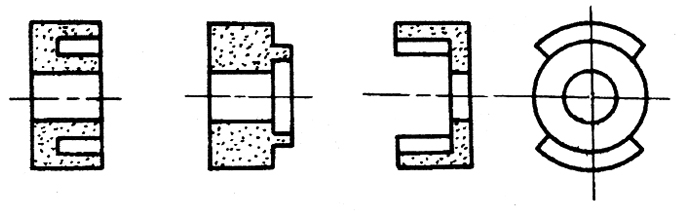
| 带凸脐及凹槽类 |
|
模具结构较复杂,槽深度或凸脐高度小,密度易均匀 |


