本页导航
广告链接
压力铸件的结构工艺性
压力铸造不宜用于厚壁铸件。对所有合金,不推荐使用大于6mm的厚壁。压力铸件的基本设计参数和压铸件结构设计的注意事项见下表。
压铸件设计的基本参数
①指形成孔的型芯在不受弯曲力的情况下。
| 合金 | 壁厚/mm | 最小孔径/mm | 孔深尺寸①(孔径的倍数) | 螺纹尺寸/mm | 齿最小模数 /mm | 斜度 | 收缩率(%) | 加工余量/mm | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 合理的 | 技术上可能的 | 盲孔 | 通孔 | 最小螺距 | 外螺纹 | 内螺纹 | 内侧 | 外侧 | |||||
| 锌合金 | 1~3 | 0.3 | 0.7 | 6 | 12 | 0.75 | 6 | 10 | 0.3 | 15′~1°30′ | 10′~1° | 0.4~0.65 | 0.3~0.8 |
| 铝合金 | 1~3 | 0.5 | 1 | 4 | 8 | 1 | 10 | 15 | 0.5 | 30′~2° | 15′~1° | 0.45~0.8 | 0.3~0.8 |
| 镁合金 | 1~3 | 0.6 | 0.7 | 5 | 10 | 1 | 6 | 20 | 0.5 | 30′~2° | 15′~1° | 0.5~0.8 | 0.3~0.8 |
| 铜合金 | 2~4 | 1 | 2.5 | 3 | 6 | 1.5 | 12 | — | 1.5 | 45′~2° | 35′~1° | 0.6~1.0 | 0.3~0.8 |
压铸件结构设计的注意事项
注:压铸件结构的设计还应注意使压铸型加工方便。
| 序号 | 注意事项 | 图 例 | 说 明 | |
|---|---|---|---|---|
| 改 进 前 | 改 进 后 | |||
| 1 | 消除内凹 |
|
|
内凹铸件型芯不易取出 |
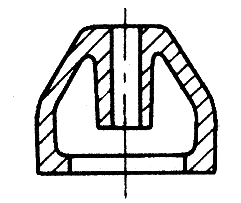
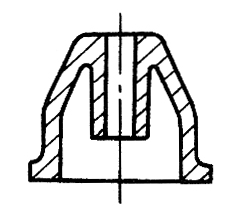
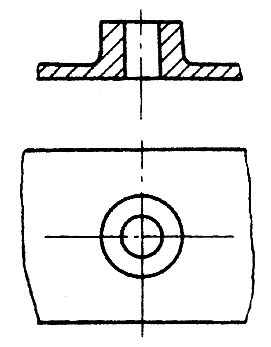
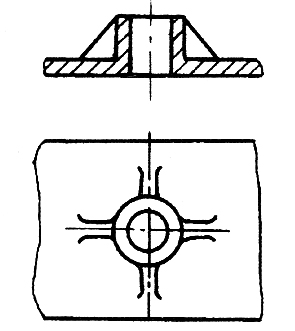
| 2 | 壁厚均匀 |
|
|
壁厚不均,易产生气孔、缩孔 |
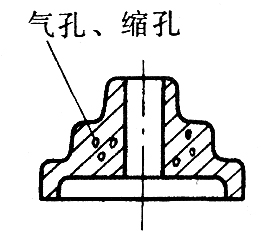
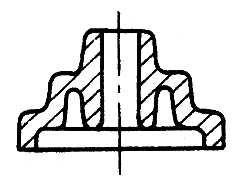
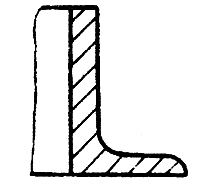
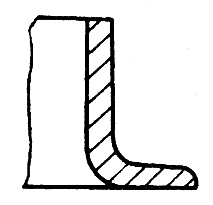
| 3 | 采用加强肋减小壁厚 |
|
|
厚壁处易产生疏松和气孔 |
| 4 | 消除尖角,过渡圆滑 |
|
|
充填良好,不产生裂纹 |
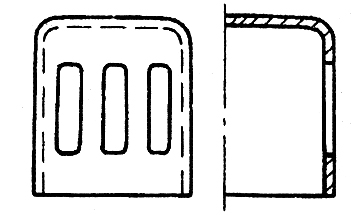
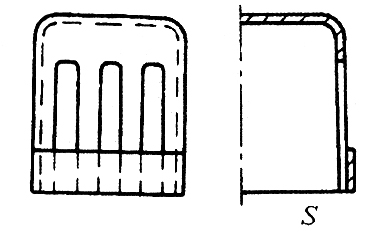
| 5 | 简化铸型结构 |
|
|
尽量避免横向抽芯,否则使铸型结构复杂;改进后抽芯方向与开型取件方向一致,简化铸型结构 |


