本页导航
广告链接
防止热处理零件变形的基本要求
采用封闭对称结构
| 图 例 | 说 明 | |
|---|---|---|
| 改 进 前 | 改 进 后 | |
|
|
一端有凸缘的薄壁套类零件渗氮后变形成喇叭口,在另一端增加凸缘后,变形大大减小 |
|
|
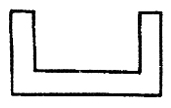
几何形状力求对称,使变形减小或变形有规律;如图例T611A机床渗氮摩擦片、坐标镗床精密刻线尺退火 |
|
|
|
|

|
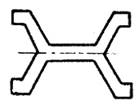
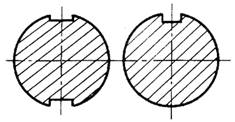
弹簧夹头都采用封闭结构,淬火、回火后再切开槽口 |
|
|
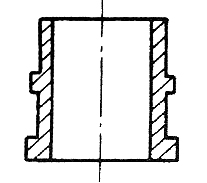
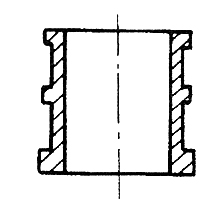
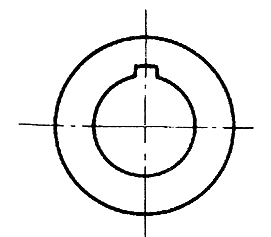
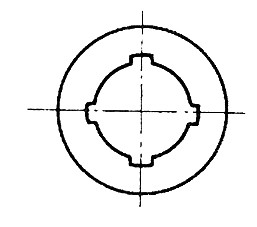
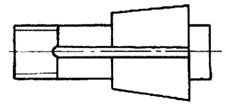
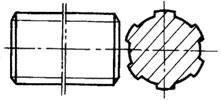
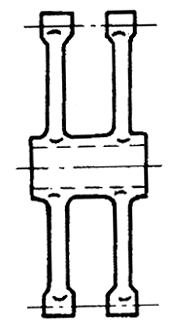
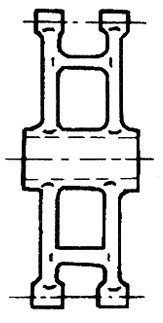
单键槽的细长轴,淬火后一定弯曲;宜改用花键轴 |
|
|
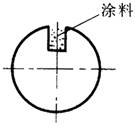
将淬火时冷却快的部位涂上涂料(耐火泥或石棉与水玻璃的混合物),以降低冷却速度,使冷却均匀 |
|
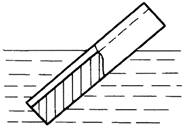
改变淬火时入水方式,使断面各部分冷却速度接近,以减少变形 | |
增加零件刚性
| 图 例 | 说 明 | |
|---|---|---|
| 改 进 前 | 改 进 后 | |
|
|
杠杆为铸件,其杆臂较长,铸造时及热处理时均易变形。加横梁后,使变形减少 |
细长轴类、长板类零件应避免采用水淬
| 图 例 | 说 明 |
|---|---|
|
长板类零件水淬会产生翘曲变形,采用油淬,可减小变形 |
选择适当的材料和热处理方法
| 图 例 | 说 明 | |
|---|---|---|
| 改 进 前 | 改 进 后 | |
|
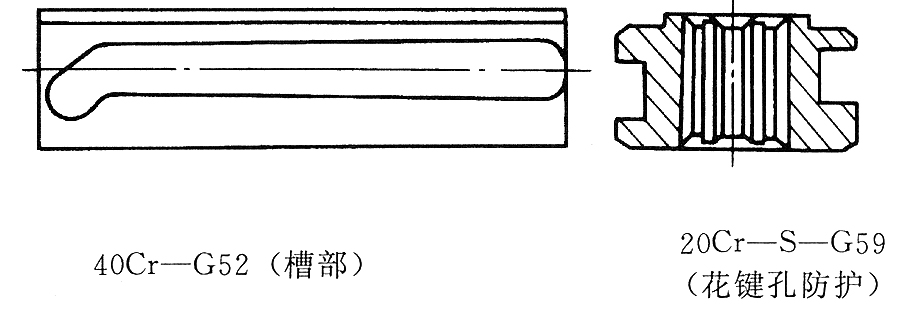
改进前,槽部直接淬火比较困难,改用渗碳淬火(花键孔防护) | |
 20Cr-D600或40Cr-D500 |
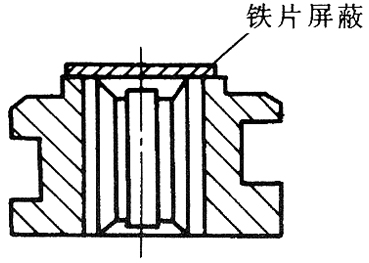
最好改用离子渗氮(花键孔用铁片屏蔽) | |
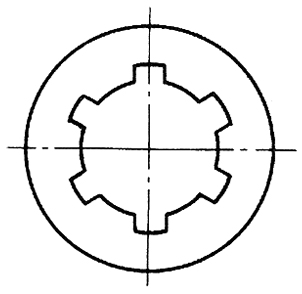 15-S0.5-G59 65Mn-G52 |
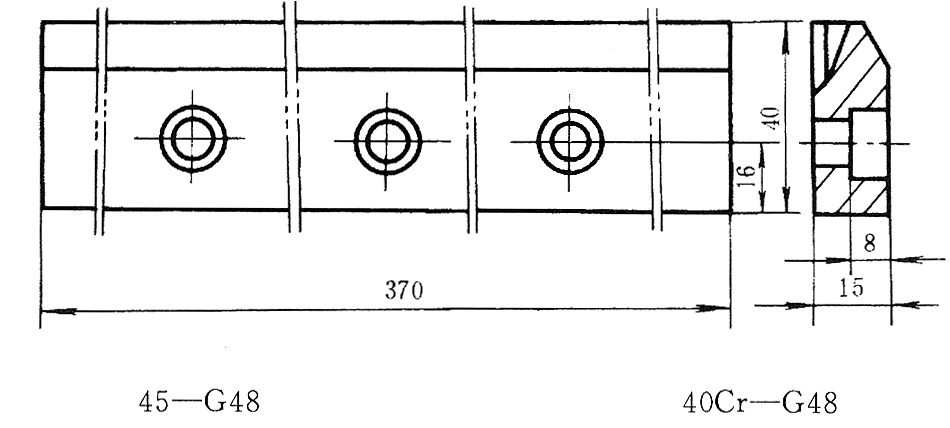
摩擦片用15钢,渗碳淬火时须有专用淬火夹具和回火夹具,合格率较低;改用65Mn钢油淬,夹紧回火即可 | |
|
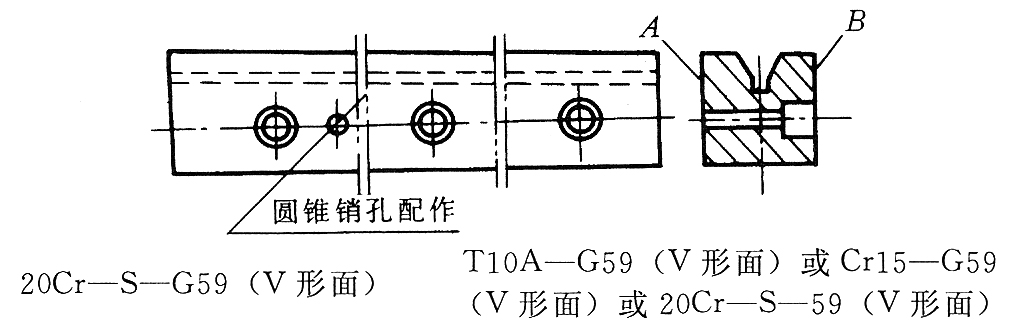
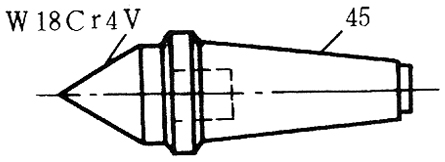
改进前,由于考虑销孔配作,选用20Cr钢渗碳,渗碳后去掉A、B面碳层,然后淬火,工艺复杂;改用高频淬火较简单 | |
|
|
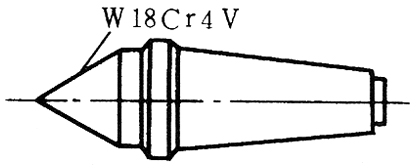
此件两部分工作条件不相同,设计成组合结构,不同部位用不同材料,既提高工艺性,又节约高合金钢材料 |
机械加工与热处理工艺互相配合
| 图 例 | 说 明 | |
|---|---|---|
| 改 进 前 | 改 进 后 | |
|
|
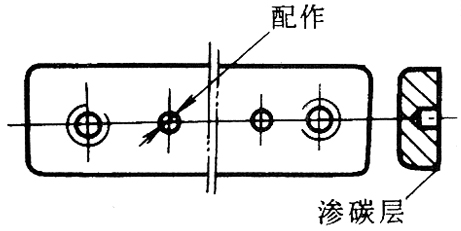
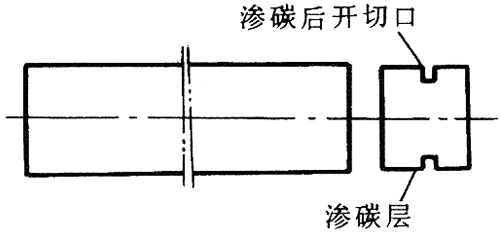
改进前,有配作孔的一面去掉渗碳层,形成碳层不对称,淬火后必然翘曲;改为两件一起下料,渗碳后开切口,淬火后再切成单件 |
|
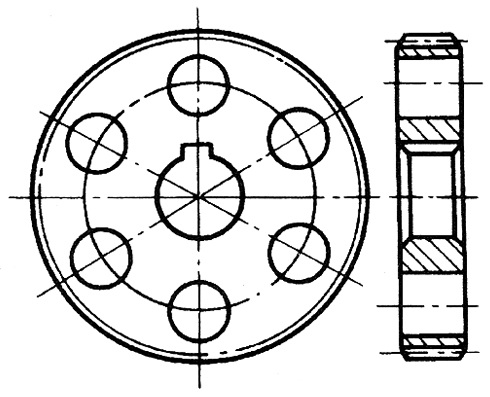
改进前,齿部淬火后6个孔处的齿圈将下凹;应在齿部淬火后再钻6个孔 | |
|
使渗氮前获得均匀理想的金相组织,并消除切削加工应力,以保证渗氮件变形微小 | |
|
|
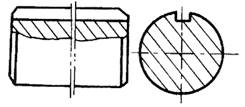
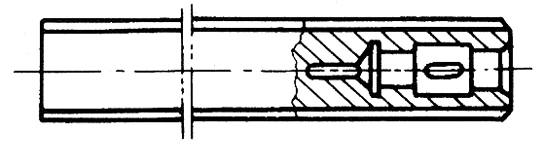
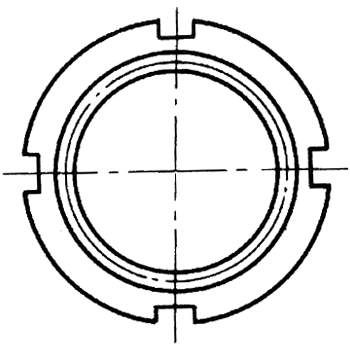
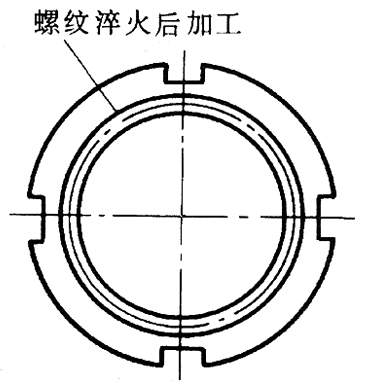
全部加工后淬火则内螺纹会产生变形;最好在槽口局部淬火后再车内螺纹 |


