本页导航
广告链接
防止热处理零件硬度不均的注意事项
| 注意事项 | 图 例 | 说 明 | |
|---|---|---|---|
| 改 进 前 | 改 进 后 | ||
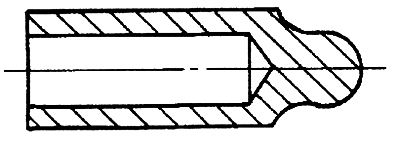
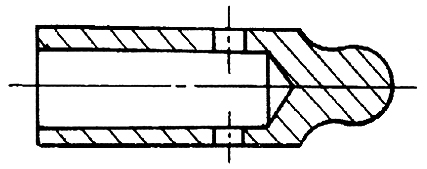
| 避免盲孔和死角 |
|
|
盲孔和死角使淬火时的气泡无法逸出,造成硬度不均;应设计工艺排气孔 |
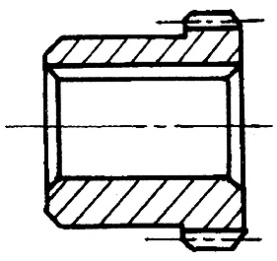
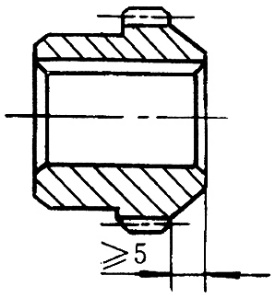
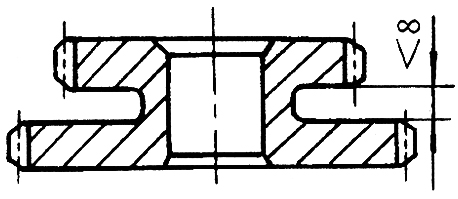
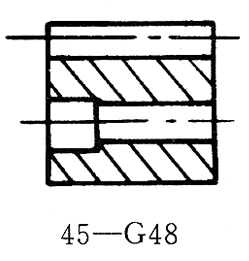
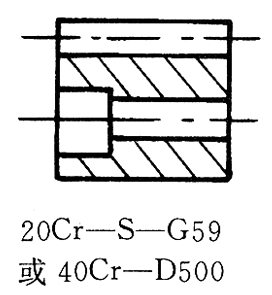
| 两个高频淬火部位不应相距太近,以免互相影响 |
|
|
齿部和端面均要求淬火时,端面与齿部距离应不小于5mm |
|
|
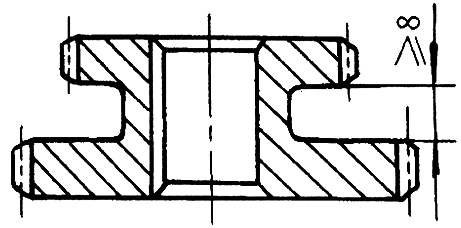
二联或二联以上的齿轮,若齿部均需高频淬火,则齿部两端面间的距离应不小于8mm | |
|
|
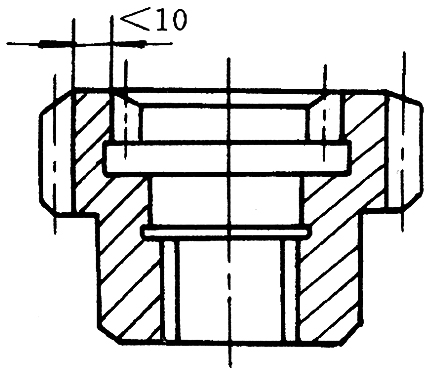
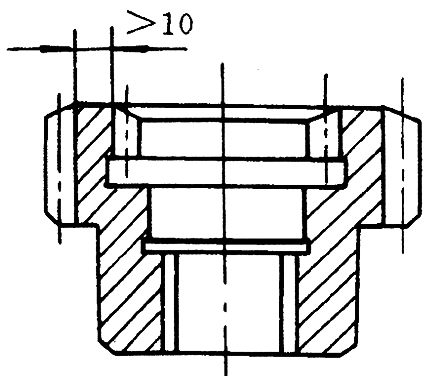
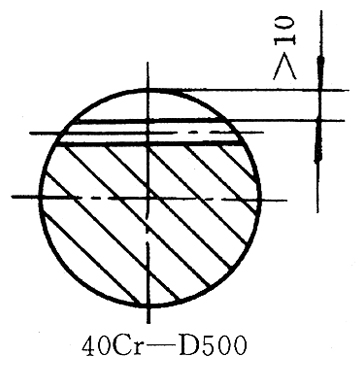
内外齿均需高频淬火时,两齿根圆间的距离应不小于10mm | |
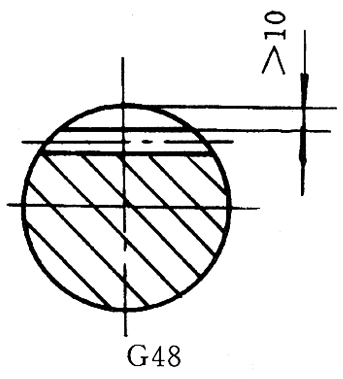
| 齿条避免采用高频淬火 |
|
|
平齿条高频淬火只能淬到齿顶,如果加热过久,会使齿顶熔化,而齿根淬不上火;应采用渗碳或渗氮 |
|
|
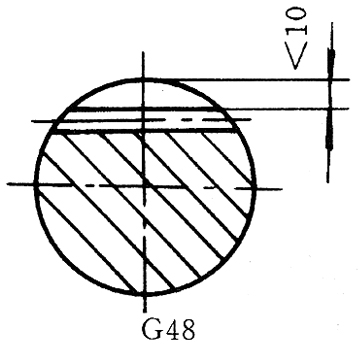
圆断面的齿条,当齿顶平面到圆柱表面的距离小于10mm时,可采用高频淬火 | |
|
最好采用渗氮处理,用离子渗氮更好 | ||
| 选择适当的材料和热处理方法 |
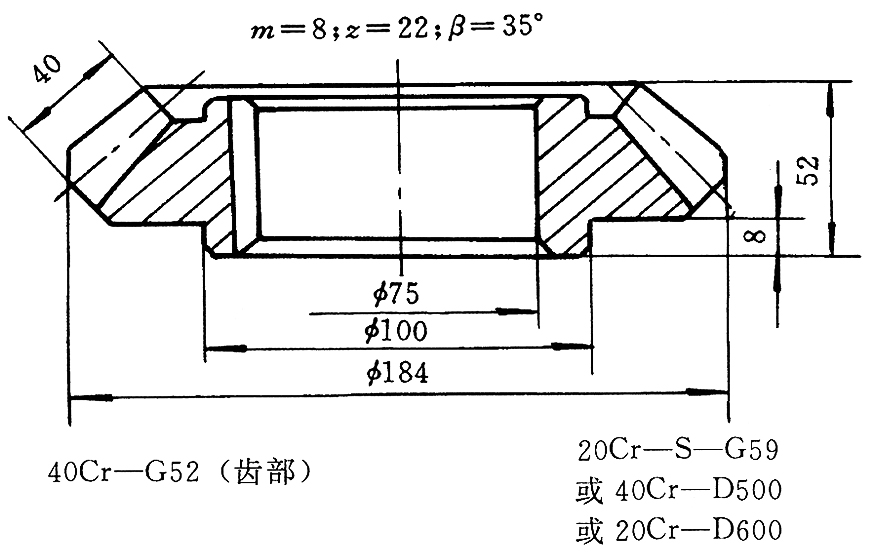
|
改进前,弧齿锥齿轮凹凸齿面硬度不一致,特别是模数较大时,硬度差亦较大;应采用渗碳或渗氮,用离子渗氮更好 | |


