本页导航
广告链接
成形件
成形件
除弯曲和拉伸以外的其他成形工艺过程,如翻孔、缩口、起伏、卷边和咬口的设计规范见下表。
内孔一次翻边的参考尺寸
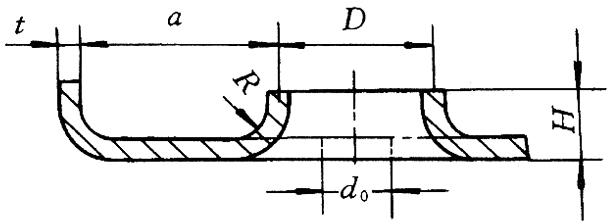
注:1.翻边系数K=d0/D。
2.若翻边高度较高,一次翻边不能满足要求时,可采用拉深、翻边复合工艺。
3.翻边后孔壁减薄,如变薄量有特殊要求,应予注明。
| 翻边直径(中径)D | 翻边圆角半径R | 翻边系数K | 翻边高度H | 翻边孔至外缘的距离a |
|---|---|---|---|---|
| 由结构给定 | R≥1+1.5t |
软钢 K≥0.70 黄铜 H62 (t=0.5~6) K≥0.68 铝 (t=0.5~5) K≥0.70 |
H=(D/2)(1-K)+0.43R+0.72t | a>(7~8)t |
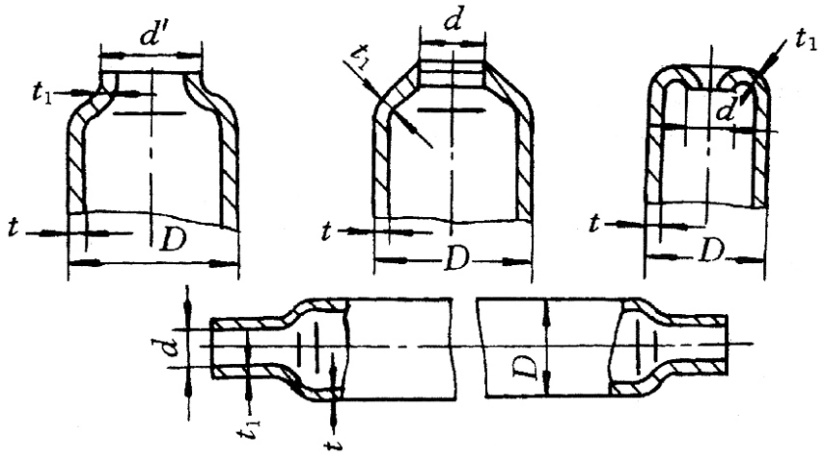
缩口时直径缩小的合理比例
|
D/t≤10时,d≥0.7D |
|
D/t>10时,d=(1-k)D 钢制件:k=0.1~0.15 铝制件:k=0.15~0.2 |
|
箍压部分壁厚将增加

|
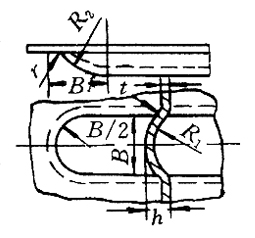
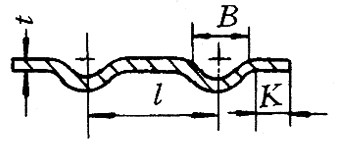
加强筋的形状、尺寸及适宜间距
注:t为钢板厚度。
| 半圆形肋 |
|
尺寸 | h | B | r | R1 | R2 |
| 最小允许尺寸 | 2t | 7t | t | 3t | 5t | ||
| 一般尺寸 | 3t | 10t | 2t | 4t | 6t | ||
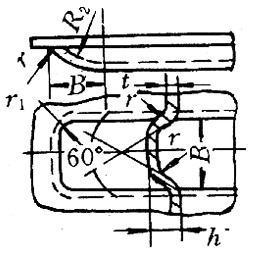
| 梯形肋 |
|
尺寸 | h | B | r | r1 | R2 |
| 最小允许尺寸 | 2t | 20t | t | 4t | 24t | ||
| 一般尺寸 | 3t | 30t | 2t | 5t | 32t | ||
| 加强筋之间及加强筋与边缘之间的适宜距离 |
|
l≥3B K≥(3~5)t |
|||||
角部加强筋
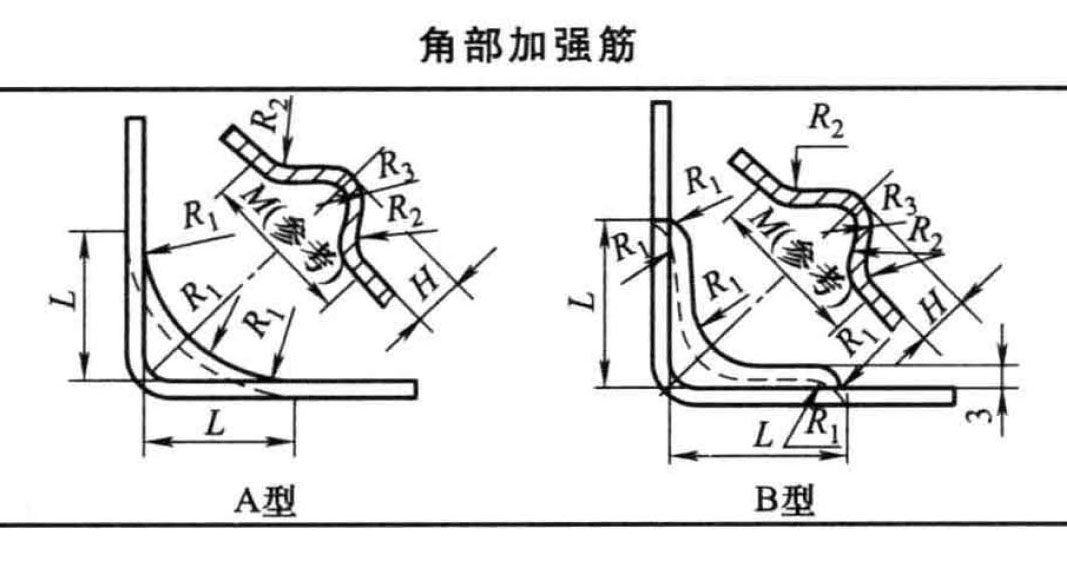
| L/mm | 型式 | R1/mm | R2/mm | R3/mm | H/mm | M/mm(参考) | 间距/mm |
|---|---|---|---|---|---|---|---|
| 12.5 | A | 6 | 9 | 5 | 3 | 18 | 65 |
| 20 | A | 8 | 16 | 7 | 5 | 29 | 75 |
| 30 | B | 9 | 22 | 8 | 7 | 38 | 90 |
加强窝的间距及其至外缘的距离
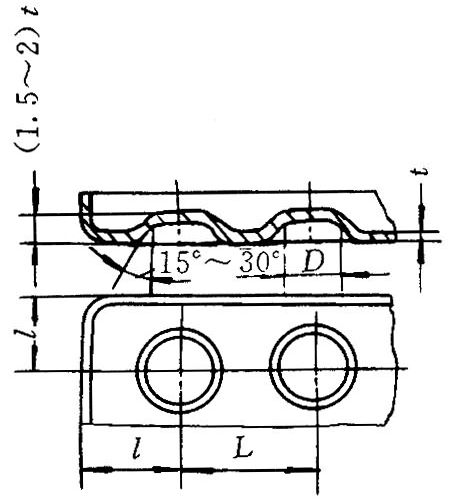
| D/mm | L/mm | l/mm |
|---|---|---|
| 6.5 | 10 | 6 |
| 8.5 | 13 | 7.5 |
| 10.5 | 15 | 9 |
| 13 | 18 | 11 |
| 15 | 22 | 13 |
| 18 | 26 | 16 |
| 24 | 34 | 20 |
| 31 | 44 | 26 |
| 36 | 51 | 30 |
| 43 | 60 | 35 |
| 48 | 68 | 40 |
| 55 | 78 | 45 |
冲出凸部的高度
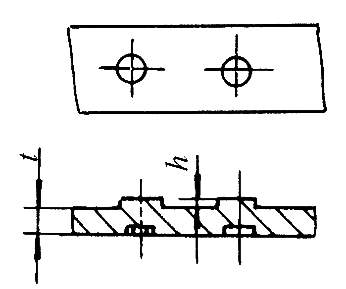
| 说明 | h=(0.25~0.35)t,超出这个范围,凸部容易脱落 | |
最小卷边直径
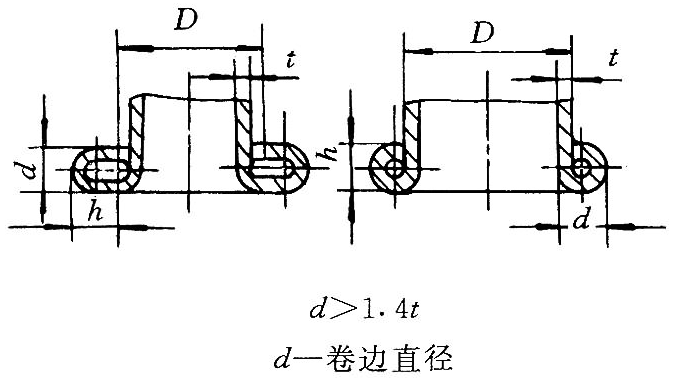
注:本表的单位是mm。
| 工件直径D/mm | 材料厚度t/mm | ||||
|---|---|---|---|---|---|
| 0.3 | 0.5 | 0.8 | 1 | 2 | |
| <50 | 2.5 | 3 | — | — | — |
| >50~100 | 3 | 4 | 5 | — | — |
| >100~200 | 4 | 5 | 6 | 7 | 8 |
| >200 | 5 | 6 | 7 | 8 | 9 |
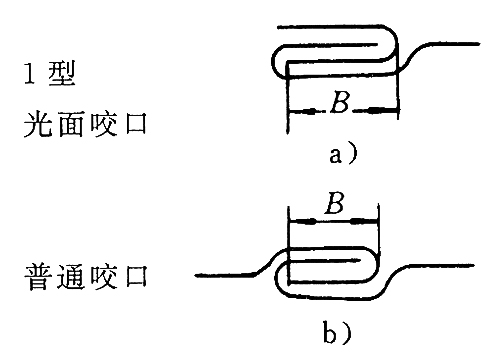
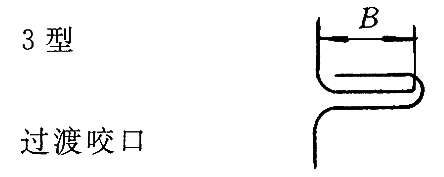
铁皮咬口类型、用途和余量
| 咬 口 类 型 | 用 途 | ||||||
|---|---|---|---|---|---|---|---|
|
圆柱形、圆锥形和长方形管子连接时,采用1型咬口,咬口需附着在平面上或需要有气密性时使用光面咬口,需要咬口具有强度时才使用普通咬口。连接长度不同时,尺寸B可根据长的零件选择,但两个零件的尺寸B应相同 | ||||||

|
折角咬口(2型)在制造折角联合肘管时使用 | ||||||
|
过渡咬口(3型)在连接接管、肘管和从圆过渡到另一些截面时,用作各种过渡连接 | ||||||
| 钢板的强度/MPa | 30~40 | 45~60 | 65~80 | 90~100 | |||
| 零件极限尺寸/mm | 直径或方形边D/mm | 小于200 | 大于200 | 小于600 | 大于600 | 大于600 | 在一切情况下 |
| 长度L/mm | 小于200 | 大于200 | 小于800 | 大于800 | 大于800 | 在一切情况下 | |
| 接头长度B/mm | 5 | 7 | 7 | 10 | 10 | 14 | |
| 咬口裕量3B/mm | 15 | 21 | 21 | 30 | 30 | 42 | |


