焊缝符号表示方法(摘自GB/T 324-2008、GB/T 12212-2012)
在技术图样或文件上需要表示焊缝或接头时, 推荐采用焊缝符号。 必要时, 也可采用一般技术制图方法表示。
完整的焊缝符号一般由基本符号、补充符号、尺寸符号及数据等与指引线组成。 图形符号的比例、尺寸和在图样上的位置参见
GB/T 12212 ,为了简化在图样上标注焊缝时通常只采用基本符号和指引线, 其他内容一般在有关的文件中 ( 如焊接工艺规程等) 明确。焊缝符号表示法适用于金属熔化焊及电阻焊。
基本符号及应用举例
|
基本符号及应用举例 |
|||
|---|---|---|---|
|
符号名称 |
示意图 |
标 注 方 法 |
|
|
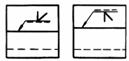
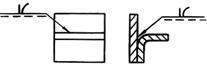
卷边焊缝 |
|
|
|
|
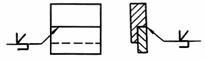
I形焊缝 |
|
|
|
|
|
|
||
|
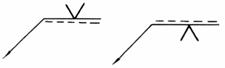
V形焊缝 |
|
|
|
|
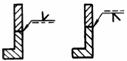
单边V形 焊缝 |
|
|
|
|
箭头应指向带有坡口一侧的工件 |
|||
|
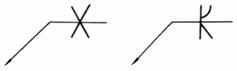
带钝边V形焊缝 |
|
|
|
|
带钝边单边 V形焊缝 |
|
|
|
|
带钝边U形焊缝 |
|
|
|
|
带钝边J形焊缝 |
|
|
|
|
封底焊缝 |
|
||
|
角焊缝 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
塞焊缝或槽焊缝 |
|
|
|
|
|
|
|
|
|
点焊缝 |
|
|
|
|
|
|
|
|
|
缝焊缝 |
|
|
|
|
|
|
|
|









































基本符号的组合举例
|
基本符号的组合举例 |
|||
|---|---|---|---|
|
符号组合 |
示意图 |
标 注 方 法 |
|
|
|
|
|
|
|
双面
|
|
|
|
|
|
|
|
|
|
双面
|
|
|
|
|
双面
|
|
|
|
|
双面
|
|
|
|
|
双面
|
|
|
|
|
双面
|
|
|
|
|
双面
|
|
|
|
|
|
|
|
|
|
双面
|
|
|
|
|
|
|
|
|








































辅助符号及应用示例
|
辅助符号及应用示例 |
|
|---|---|
|
符 号 名 称 |
应 用 示 例 |
|
平面符号 |
焊缝表面齐平 (一般通过加工) |
|
平面V形对接焊缝 |
|
|
平面封底V形焊缝 |
|
|
凹面符号 |
焊缝表面凹陷 |
|
凸面符号 |
焊缝表面凸起 |
|
凹面角焊缝 |
|
|
凸面X形对接焊缝 |
|
|
注:辅助符号表示焊缝表面形状的符号,如不需确切地说明焊缝表面形状时,可以不用。 |
|














基本符号与辅助符号的组合举例
|
基本符号与辅助符号的组合举例 |
|||||
|---|---|---|---|---|---|
|
符号组合 |
示意图 |
标 注 方 法 |
|||
|
|
|
|
|
||
|
|
|
|
|
||
|
|
|
|
|
||
|
|
|
|
|
||
|
|
|
|
|
||
|
|
|
|
|
||
|
|
|
|
|
||
|
符号组合 |
示 例 |
说 明 |
|||
|
|
|
表示现场施焊:塞焊缝或槽焊缝在箭头侧。箭头线可由基准线的左端引出,位置受限制时,允许弯折一次 |
|||
|
|
|
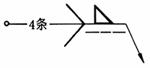
表示相同角焊缝4条,在箭头侧 |
|||
|
|
|
表示周围施焊,由埋弧焊形成的V形焊缝(平整)在箭头侧,由手工电弧焊形成的封底焊缝(平整)在非箭头侧 |
|||
|
|
|
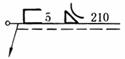
表面角焊缝(凹面)在箭头侧,焊缝高5mm,焊缝长210mm,工件三面带有焊缝 |
|||
|
|
|
表示I形焊缝在非箭头侧,焊缝有效厚度5mm,焊缝长210mm |
|||
|
|
|
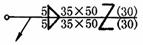
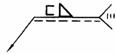
表示交错断续角焊缝,焊脚尺寸为5mm,相邻焊缝的间距为30mm,焊缝段数为35,每段焊缝长度为50mm |
|||

























补充符号及应用示例
|
补充符号及应用示例 |
||||||
|---|---|---|---|---|---|---|
|
符号名称 |
示意图 |
标注示例 |
||||
|
带垫板符号
|
表示焊缝底有垫板 |
表示V形焊缝的背面底部有垫板 |
||||
|
三面焊符号
|
表示三面带有焊缝 |
工件三面带有焊缝,手工电弧焊 |
||||
|
周围焊缝符号
|
表示环绕工件周围焊缝 |
表示在现场沿工件周围施焊 |
||||
|
现场符号
|
表示在现场或工地上进行焊接 |
|||||
|
尾部符号 |
|
(内容见表焊缝尺寸符号及其标注原则) |
|
交错断续 焊接符号 |
||










焊缝符号的标注
|
焊缝符号的标注 |
|
|---|---|
|
符号及位置 |
示 意 图 |
|
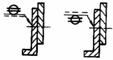
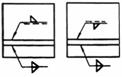
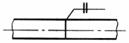
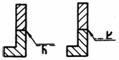
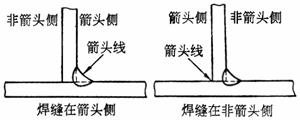
指引线 (箭头线) |
指引线一般由带箭头的指引线(简称箭头线)和两条基准线(一条为实线,另一条为虚线)两部分组成。基准线的虚线可以画在基准线的实线下侧或上侧。基准线一般与图样的底边相平行,特殊时也可与底边垂直 |
|
基准线 (实线或虚线) |
|
|
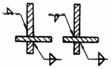
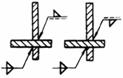
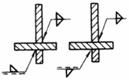
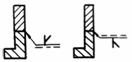
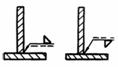
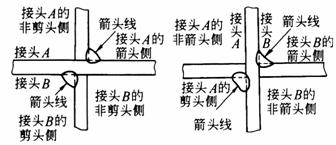
箭头线相对接 头的位置 |
单角焊缝的T形接头
|
|
双角焊缝十字接头
|
|
|
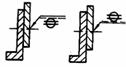
箭头线的位置 |
一般情况
|
|
标注V、Y、J形焊缝时,箭头线应指向带有坡口一侧
|
|
|
基 本 符 号 相 对 基 准 线 的 位 置 |
焊缝在接头的箭头侧,基本符号标在基准线的实线侧 |
|
焊缝在接头的非箭头侧,基本符号标在基准线的虚线侧 |
|
|
对称焊缝及双面焊缝,可不加虚线 |
|
焊缝尺寸符号及其标注原则
|
焊缝尺寸符号及其标注原则 |
||||
|---|---|---|---|---|
|
符号、名称 |
示意图 |
符号、名称 |
示意图 |
|
|
δ 工作厚度 |
|
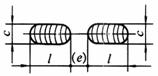
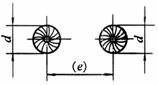
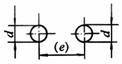
e 焊缝间距 |
|
|
|
α 坡口角度 |
|
k 焊角尺寸 |
|
|
|
b 根部间隙 |
|
d 熔核直径 |
|
|
|
p 钝 边 |
|
S 焊缝有效厚度 |
|
|
|
c 焊缝宽度 |
|
N 相同焊缝数量 |
|
|
|
R 根部半径 |
|
H 坡口深度 |
|
|
|
l 焊缝长度 |
|
h 余 高 |
|
|
|
n 焊缝段数 |
|
β 坡口角度 |
|
|
|
标 注 原 则 |
1.焊缝横截面上的尺寸标在基本符号的左侧 2.焊缝长度方向尺寸标在基本符号的右侧 3.坡口角度、坡口面角度、根部间隙等尺寸标在基本符号的上侧或下侧 4.相同焊缝数量符号标在尾部 5.当需要标注的尺寸数据较多又不易分辨时,可在数据前面增加相应的尺寸符号。当箭头线方向变化时,上述原则不变 |
|||
|
|
||||
















焊缝尺寸标注示例
|
焊缝尺寸标注示例 |
||
|---|---|---|
|
名称 |
示 意 图 |
标 注 示 例 |
|
对
接
焊
缝 |
|
|
|
|
|
|
|
|
|
|
|
卷边焊缝 |
|
|
|
|
|
|
|
连续角焊缝 |
|
|
|
断续角焊缝 |
|
|
|
交错断续角焊缝 |
|
|
|
塞焊缝或槽焊缝 |
|
|
|
|
|
|
|
缝焊缝 |
|
|
|
点焊缝 |
|
|
|
喇叭形焊缝 |
|
|
|
单边喇叭形焊缝 |
|
|
|
堆焊缝 |
|
|
|
锁边焊缝 |
|
箭头应指向带有坡口一侧的工件 |
|
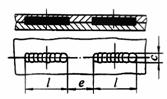
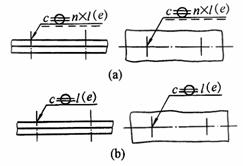
焊 缝 符 号 的 简 化 标 法 |
||
|
序号 |
焊缝视图或剖视图画法 |
简 化 注 法 |
|
1 |
|
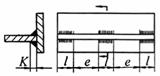
|
|
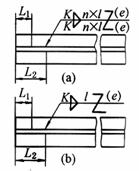
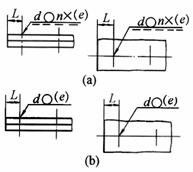
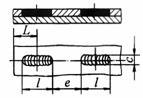
(a)断续I形焊缝在箭头侧,L是焊缝起始位置的定位尺寸 (b)按注2和注3的规定,省略了焊缝段数和非箭头侧的基准线(虚线) |
||
|
2 |
|
|
|
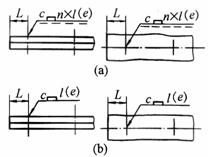
(a)对称断续角焊缝,构件两端均有焊缝 (b)按注2规定省略了焊缝段数,按注1规定,焊缝符号中的尺寸只在基准线上标注了一次 |
||
|
3 |
|
|
|
(a)交错断续角焊缝,工件在非箭头侧两端均有焊缝 (b)按注2规定省略了焊缝段数,按注1规定,焊缝符号中的尺寸只在基准线上标注了一次 |
||
|
4 |
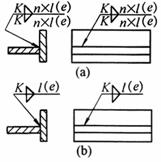
|
|
|
(a)交错断续角焊缝,L1(或L2)是确定箭头侧(或非箭头侧)焊缝起始位置的定位尺寸 (b)按注2规定省略了焊缝段数,按注1规定,焊缝符号中的尺寸只在基准线上标注了一次 |
||
|
5 |
|
|
|
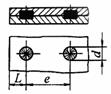
(a)点焊缝位于中心位置,L是焊缝起始焊点中心位置的定位尺寸 (b)按注2规定省略了焊缝段数 |
||
|
6 |
|
|
|
(a)点焊缝偏离中心位置,在箭头侧 (b)按注2和注3的规定,省略了焊缝段数和非箭头侧的基准线(虚线) |
||
|
7 |
|
|
|
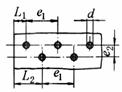
(a)两行对称点焊缝位于中心位置,e1是相邻两焊点中心的间距,e2是点焊缝的行间距,L是第1列焊缝起始焊点中心位置的定位尺寸 (b)按注2规定省略了焊缝段数 |
||
|
8 |
|
|
|
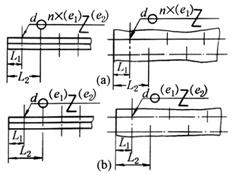
(a)交错点焊缝位于中心位置,L1(或L2)是第1行(或第2行)焊缝起始焊点中心位置的定位尺寸 (b)按注2规定省略了焊缝段数,按注1规定,焊缝符号中的尺寸只在基准线上标注了一次 |
||
|
9 |
|
|
|
(a)塞焊缝在箭头侧,L是焊缝起始中心位置的定位尺寸 (b)按注2和注3的规定,省略了焊缝段数和非箭头侧的基准线(虚线) |
||
|
10 |
|
|
|
(a)槽焊缝在箭头侧,L是焊缝起始槽对称中心位置的定位尺寸 (b)按注2和注3的规定,省略了焊缝段数和非箭头侧的基准线(虚线) |
||
|
11 |
|
|
|
(a)缝焊缝位于中心位置,L是起始缝对中心位置的定位尺寸 (b)按注2规定省略了焊缝段数 |
||
|
12 |
|
|
|
(a)缝焊缝偏离中心位置,在箭头侧,缝焊缝位于中心位置,L是起始对中心位置的定位尺寸 (b)按注2规定省略了焊缝段数 |
||
|
注:1.标注对称焊缝和交错对称焊缝的尺寸时,允许在基准线上只标注一次,如图 a 所示。 2.当断续焊缝、对称断续焊缝和交错断续焊缝的段数无严格要求时,允许省略焊缝段数,如图 b 所示。 3.在不致引起误解的情况下,当箭头线指向焊缝,而非箭头侧又无缝焊要求时,允许省略非箭头侧的基准线(虚线),如图f所示。 4.在同一图样上全部焊缝所采用的焊接方法完全相同时,焊缝符号尾部表示焊接方法的代号可省略不注,但必须在技术要求或其他技术文件中注明“全部焊缝均采用……焊”等字样;当大部分焊接方法相同时,也可在技术要求或其他技术文件中注明“除图样中注明的焊接方法外,其余焊缝均采用……焊”等字样。 5.在同一图样中,当若干条焊缝的坡口尺寸和焊缝符号均相同时,可采用图c 的方法集中标注;当这些焊缝同时在接头中的位置均相同时,也可采用在焊缝符号的尾部加注相同焊缝数量的方法简化标注,但其他型式的焊缝,仍需分别标注,如图d 所示。 6.当同一图样中全部焊缝相同且已用图示法明确表示其位置时,可统一在技术要求中用符号表示或用文字说明,如“全部焊缝为5 7.为了简化标注方法,或者标注位置受到限制时,可以标注焊缝简化代号图 e,但必须在该图样下方或在标题栏附近说明这些简化代号的意义。 8.当焊缝长度的起始和终止位置明确(已由构件的尺寸等确定)时,允许在焊缝符号中省略焊缝长度,如图f 所示。
|
||























错误标注示例
|
错误标注示例 |
|||
|---|---|---|---|
|
示意图 |
正确标法 |
错误标法 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
注:当箭头指不到所要表示的接头时,不可采用焊缝符号标注方法。 |
|||